






Kämpfen Sie mit langsamen, mühsamen Metallbohrungen? Vergeuden Sie wertvolle Zeit und Mühe auf der Baustelle? Ringschneider bieten eine schnellere und effizientere Möglichkeit, saubere Löcher in Metall zu bohren.
Ja, für viele Anwendungen, insbesondere für Löcher mit größerem Durchmesser in Stahl, sind Ringschneider deutlich besser als herkömmliche Spiralbohrer. Sie schneiden schneller, benötigen weniger Kraft und erzeugen glattere Löcher, da sie nur das Material am Rand entfernen.

Diese Werkzeuge, die auch als Kernbohrer oder Hohlbohrer bezeichnet werden, sind in Branchen wie dem Stahlbau und der Fertigung unerlässlich geworden. Aber wie funktionieren sie, welche Arten gibt es, und sind sie immer die beste Wahl? Lassen Sie uns tiefer eintauchen und herausfinden, ob sie für Ihre Bedürfnisse geeignet sind.
Was genau ist ein Ringschneider?
Verwirrt durch Begriffe wie "Kernbohrer", "Hohlbohrer" oder "Magnetbohrer"? Sie sehen verschiedene Werkzeuge zum Bohren von Metall? Lassen Sie uns die Dinge klären und verstehen, was ein Ringschneider wirklich ist.
Ein Ringschneider ist ein Spezialbohrer mit mehreren kreisförmig angeordneten Schneiden. Anstatt wie ein Spiralbohrer das gesamte Lochvolumen aufzubohren, schneidet er nur einen Ring (Annulus) um die Kante herum und hinterlässt einen massiven Kern oder ein "Geschoss"."
Wie das ringförmige Schneiden funktioniert
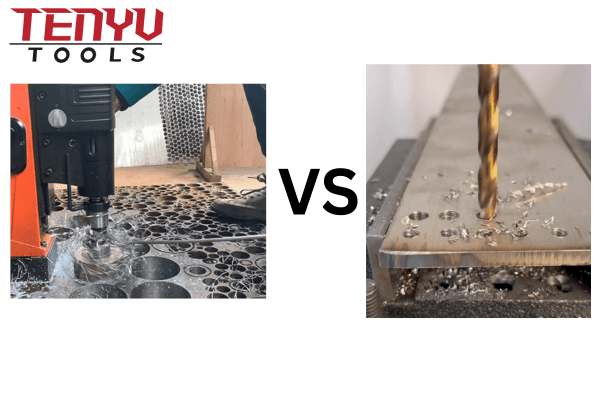
Das Grundprinzip eines Ringschneiders ist Effizienz. Stellen Sie sich vor, Sie bohren ein 25-mm-Loch mit einem normalen Spiralbohrer. Dieser Bohrer muss die gesamte Metallkreis von 25 mm Durchmesser in Späne. Dies erfordert erhebliche Kraft (Schubkraft) und braucht Zeit.
Stellen Sie sich nun einen ringförmigen Fräser für dasselbe 25-mm-Loch vor. Er schneidet nur einen dünnen Ring um die Außenkante. Das Metallstück in der Mitte, der Rohling, bleibt fest und fällt einfach heraus (oder wird von einem Führungsstift ausgeworfen), wenn der Schnitt beendet ist. Das bedeutet:
- Weniger Materialabtrag1: Im Vergleich zu einem Spiralbohrer schneiden Sie nur einen Bruchteil des Metalls.
- Geringerer Energiebedarf: Weniger Schneiden bedeutet, dass weniger Kraft und Drehmoment vom Bohrmotor benötigt werden. Dies ermöglicht das Bohren größerer Löcher mit kleineren, oft tragbaren Magnetbohrern.
- Schnelleres Schneiden: Da mehrere Schneiden (Zähne) gleichzeitig arbeiten und weniger Material pro Zahn abgetragen werden muss, kann der Vorschub viel höher sein.
Ich erinnere mich an einen Besuch bei einem Kunden, der mit dem Bohren von Löchern mit großem Durchmesser in Strukturträgern mit großen, schwerfälligen Bohrmaschinen und Spiralbohrern zu kämpfen hatte. Der Wechsel zu tragbaren Magnetbohrern mit unseren Tenyu-Ringschneidern verkürzte die Bohrzeit um mehr als die Hälfte und verbesserte die Sicherheit und Flexibilität der Arbeiter erheblich.
Hier ist ein einfacher Vergleich:
| Merkmal | Ringschneider | Spiralbohrer |
|---|---|---|
| Schneiden Aktion | Schneidet die Peripherie (Ringraum) | Schneidet das gesamte Lochvolumen |
| Entferntes Material | Weniger | Mehr |
| Geschwindigkeit | Schneller (oft 5-10x) | Langsamer |
| Benötigte Leistung | Unter | Höher |
| Entstandene Trümmer | Schnecke + weniger Chips | Viele Chips |
| Typische Maschine | Magnetische Bohrmaschine, Bohrmaschinenadapter | Bohrmaschine, Handbohrmaschine (klein) |
| Qualität der Löcher | Oft glatter, genauer | Kann variieren, Potenzial für Wanderungen |
Das Verständnis dieses grundlegenden Unterschieds macht deutlich, warum Ringschneider in der Stahlherstellung, im Schiffbau und im Bauwesen so beliebt sind.
Was sind die wichtigsten Arten von Ringschneidern?
Die Wahl des richtigen Werkzeugs ist entscheidend für Leistung und Kosteneffizienz. Die Verwendung des falschen Typs von Ringschneider kann zu langsamer Arbeit, beschädigten Werkzeugen oder schlechten Ergebnissen führen. Schauen wir uns die wichtigsten verfügbaren Optionen an.
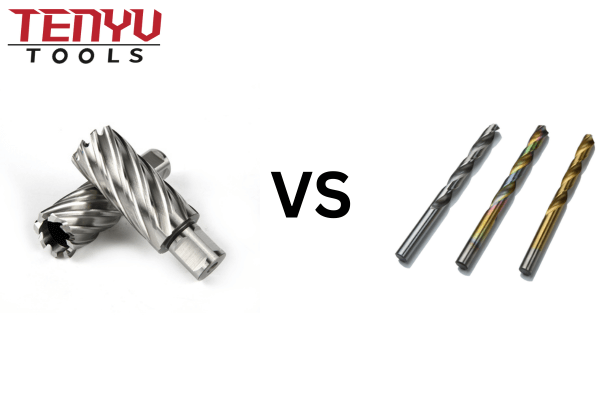
Die beiden Haupttypen von Ringschneidern sind Schnellarbeitsstahl (HSS) und Hartmetall (TCT). HSS-Fräser sind robust, vielseitig und können nachgeschliffen werden, während HM-Fräser höhere Geschwindigkeiten bieten und sich bei härteren oder anspruchsvolleren Materialien auszeichnen.
HSS vs. TCT - die richtige Wahl treffen
Auswählen zwischen HSS2 und TCT hängt stark von Ihrer spezifischen Anwendung, dem zu bohrenden Material, dem Arbeitsvolumen und Ihrem Budget ab. Als Hersteller bei Tenyu produzieren wir beide Arten, um die unterschiedlichen Kundenbedürfnisse zu erfüllen, wobei wir stets auf höchste Qualität achten.
Hochgeschwindigkeitsstahl (HSS) Ringschneider:
- Material: Vollständig aus Hochgeschwindigkeitsstahllegierungen hergestellt.
- Merkmale: Sie sind bekannt für ihre Zähigkeit und ihre Widerstandsfähigkeit gegen Ausbrüche, insbesondere unter weniger idealen Bedingungen (z. B. leichte Vibrationen oder weniger starre Aufbauten). Sie bieten eine gute Leistung für eine breite Palette gängiger Stähle.
- Hauptvorteil: Sie können mehrfach nachgeschliffen werden, was ihre Lebensdauer verlängert und möglicherweise die langfristigen Kosten senkt, wenn Sie über Schärfmöglichkeiten verfügen.
- Am besten geeignet für: Allgemeines Bohren von Stahl, Baustahl, Situationen, in denen es auf Zähigkeit ankommt, Anwender, die das Nachschärfen bevorzugen. Unsere Tenyu HSS-Fräser werden aus hochwertigem M2 oder M35 (Kobalt) Stahl hergestellt, um die Haltbarkeit zu erhöhen.
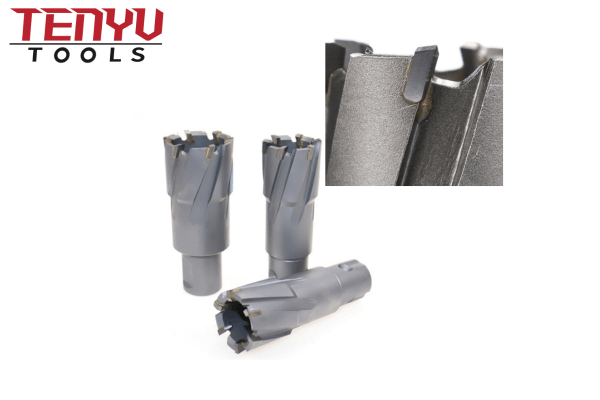
Hartmetallbestückte (TCT) Ringschneider:
- Material: Der Körper besteht in der Regel aus Stahl, aber die Schneiden (Zähne) sind aufgelötete Spitzen aus extrem hartem Wolframkarbid.
- Merkmale: Hartmetall ist viel härter als HSS, so dass HM-Fräser mit deutlich höheren Geschwindigkeiten laufen und härtere Materialien wie Edelstahl, Gusseisen und abrasive Legierungen durchschneiden können. Sie behalten ihre scharfe Kante auch bei großer Hitze länger bei.
- Hauptvorteil: Schnellere Schnittgeschwindigkeiten und längere Standzeiten in anspruchsvollen Materialien, was zu einer höheren Produktivität führt.
- Am besten geeignet für: Großserienproduktion, Bohren harter oder abrasiver Materialien, Anwendungen, bei denen es auf Geschwindigkeit ankommt. HM-Fräser können im Allgemeinen nicht effektiv nachgeschliffen werden. Tenyu TCT-Fräser verwenden hochwertige Hartmetallspitzen und eine Präzisionsgeometrie für optimale Leistung und Langlebigkeit.
In der folgenden Tabelle sind die wichtigsten Unterschiede zusammengefasst:
| Merkmal | HSS-Ringschneider | TCT-Ringschneider |
|---|---|---|
| Material | Hochgeschwindigkeitsstahl | Stahlkörper, Hartmetallspitzen |
| Härte | Hart im Nehmen, weniger hart | Sehr hart, eher spröde |
| Geschwindigkeit | Mäßig | Hoch |
| Material Bereich | Baustahl und Konstruktionsstahl | Stahl, Edelstahl, Gusseisen |
| Lebenserwartung | Gut (nachschärfbar) | Sehr gut (in Hartmatte) |
| Nachschärfbar | Ja | Im Allgemeinen Nein |
| Kosten | Niedrigere Anfangskosten | Höhere Anfangskosten |
Für Käufer wie Alex Costa ist es wichtig, diesen Kompromiss zu verstehen. Beim Bohren von Standardstahlkonstruktionen kann hochwertiges HSS kosteneffizient sein. Wenn es um härtere Legierungen geht oder maximale Geschwindigkeit erforderlich ist, ist HM wahrscheinlich die bessere Investition. Bei Tenyu helfen wir Kunden wie Alex bei der Auswahl des optimalen Fräsertyps und bieten Optionen für kundenspezifische Logos und Verpackungen.
Was macht die Ringschneider so effizient?
Sind Sie es leid, dass Bohren sich langsam anfühlt und viel Kraft erfordert? Müssen Sie Ihre Arbeit schneller erledigen, insbesondere bei großen Werkstücken oder auf der Baustelle? Das Design von Ringschneidern steigert von Natur aus die Effizienz.
Ringschneider sind hocheffizient, da sie nur am Rand des Bohrlochs Material abtragen und weniger Kraft und Schubkraft benötigen. Ihre mehreren Schneidkanten verteilen die Arbeitslast und ermöglichen im Vergleich zu Spiralbohrern schnellere Vorschubraten, glattere Schnitte und längere Standzeiten.
Der Effizienzvorteil erklärt
Mehrere Faktoren tragen zu der bemerkenswerten Effizienz von Ringschneidern bei und machen sie zu einer bevorzugten Wahl in vielen Schwerindustrien. Schauen wir uns diese an:
- Reduzierter Materialabtrag3: Wie bereits erwähnt, ist das Schneiden nur eines Rings anstelle des gesamten Bereichs der wichtigste Effizienzfaktor. Dies führt direkt zu weniger Arbeit für die Maschine und das Werkzeug.
- Mehrere Schnittkanten: Im Gegensatz zu einem Spiralbohrer mit nur zwei Hauptschneidkanten hat ein Ringschneider in der Regel 4 bis 16 oder mehr Schneidzähne (je nach Durchmesser). Jeder Zahn nimmt einen kleineren Span auf, wodurch die Belastung der einzelnen Schneiden verringert wird. Dies ermöglicht:
- Höhere Vorschubgeschwindigkeiten: Sie können das Messer schneller durch das Material drücken.
- Glatteres Schneiden: Mehr ineinandergreifende Kanten führen zu einem stabileren, weniger vibrierenden Schnitt, was oft zu einem besseren Lochbild führt.
- Längere Lebensdauer der Werkzeuge: Die Schneidlast wird geteilt, was bedeutet, dass jede Schneide weniger Arbeit verrichtet und sich langsamer abnutzt. Unsere Tenyu-Fräser verfügen über eine optimierte Mehrschneidengeometrie für ausgewogenes Schneiden und längere Lebensdauer.
- Geringere Schubkraft erforderlich: Da weniger Material geschnitten und die Kraft verteilt wird, ist deutlich weniger Abwärtsdruck (Schubkraft) erforderlich. Dies ermöglicht den Einsatz kleinerer, leichterer Magnetbohrmaschinen, was die Mobilität auf der Baustelle verbessert - ein großer Vorteil im Baugewerbe und im Schiffbau.
- Internes Kühlmittel: Viele Ringfräser und Magnetbohrer sind für die Zufuhr von Kühlmittel ausgelegt über der Mitte des Fräsers über einen Führungsstift. Dadurch wird das Kühlmittel direkt an die Schneidkanten innerhalb des Schnitts geleitet, was die Schmierung, die Wärmeabfuhr und die Spanabfuhr verbessert und die Geschwindigkeit und die Standzeit des Werkzeugs weiter erhöht.
Hier sind die Vorteile im Überblick:
| Wirkungsgrad-Faktor | Nutzen Sie | Auswirkungen für Käufer (wie Alex) |
|---|---|---|
| Weniger Materialschnitt | Schnelleres Bohren, weniger Energieaufwand | Geringere Arbeitszeit, niedrigere Energiekosten |
| Mehrere Kanten | Schnellerer Vorschub, glattere Bohrung, längere Lebensdauer des Werkzeugs | Höhere Produktivität, bessere Qualität |
| Geringere Schubkraft erforderlich | Verwendung kleinerer/tragbarer Magnetbohrer | Größere Flexibilität und Sicherheit am Arbeitsplatz |
| Internes Kühlmittel | Bessere Wärmekontrolle, verbesserter Spänefluss | Verlängerte Lebensdauer der Werkzeuge, gleichbleibende Leistung |
Für Beschaffungsmanager, die auf Kosteneffizienz und Produktivität achten, sind diese Vorteile überzeugend. Die Möglichkeit, Bohrarbeiten 5-10 Mal schneller als mit Spiralbohrern auszuführen, bedeutet erhebliche Einsparungen an Arbeits- und Projektzeit.
Gibt es irgendwelche Nachteile bei der Verwendung von Ringschneidern?
Ringschneider bieten beeindruckende Vorteile, aber sind sie auch die perfekte Lösung für jede Bohraufgabe? Die Kenntnis ihrer Grenzen ist entscheidend, um Fehlanwendungen, Werkzeugschäden oder Projektverzögerungen zu vermeiden. Schauen wir uns die möglichen Nachteile an.
Ja, Ringfräser haben ihre Grenzen. Sie können keine Sacklöcher bohren (Löcher, die nicht ganz durchgehen), sind unter einem Durchmesser von etwa 12 mm schwierig herzustellen und effektiv zu verwenden, können auf schrägen Oberflächen schwierig sein und erfordern spezielle Spannfutter oder Adapter.
Ringschneider vs. Bohrer: Geschwindigkeit
Wenn die Zeit bei einem Auftrag kritisch ist, ist der Geschwindigkeitsunterschied zwischen Ringschneider4 und herkömmlichen Spiralbohrern ist oft der entscheidende Faktor. Ringschneider sind deutlich schneller und schneiden Löcher in Metall häufig 3 bis 10 Mal schneller als Spiralbohrer vergleichbarer Größe. Dieser drastische Geschwindigkeitsvorteil ergibt sich aus ihrer grundlegenden Konstruktion: Sie schneiden nur einen schmalen Ring um den Lochumfang und entfernen insgesamt viel weniger Material als ein Spiralbohrer, der das gesamte Lochvolumen in Späne zerkleinern muss. Die empfohlenen Schnittgeschwindigkeiten spiegeln dies wider: Ringschneider arbeiten bequem mit 100 Surface Feet pro Minute (SFM) oder mehr, während Spiralbohrer oft auf 30-50 SFM (und bei größeren Durchmessern sogar weniger) begrenzt sind, um Überhitzung und vorzeitigen Verschleiß zu vermeiden. Diese Effizienz wirkt sich direkt auf die Produktivität aus: Eine Aufgabe, die mit Spiralbohrern schätzungsweise 10 Tage in Anspruch nimmt, kann mit Ringschneidern realistischerweise in nur 3 Tagen erledigt werden, was zu erheblichen Einsparungen bei den Arbeitskosten führt und hilft, knappe Fristen einzuhalten - ein entscheidender Punkt für Unternehmen wie das von Alex Costa.
| Aspekt der Geschwindigkeit | Ringschneider | Spiralbohrer (Industrie-Bohrer) |
|---|---|---|
| Relative Geschwindigkeit | Viel schneller (z. B. 3-10x) | Langsamer |
| Schneiden Aktion | Entfernt nur Peripheriematerial (Ring) | Entfernt das gesamte Lochvolumen als Späne |
| Materialentfernung | Geringe Lautstärke | Hohe Lautstärke |
| Typisches SFM | 100+ SFM gemeinsam | 25-50 SFM typisch (niedriger für größere Bits) |
| Auswirkungen auf die Produktivität | Hoch (Erhebliche Zeitersparnis) | Niedriger (längere Aufgabendauer) |
Ringschneider vs. Bohrer: Qualität
Neben der Geschwindigkeit ist die Qualität der fertigen Bohrung für viele Anwendungen, die präzise Passungen oder glatte Oberflächen erfordern, von größter Bedeutung. Ringfräser erzeugen im Vergleich zu Spiralbohrern durchweg sauberere, genauere Löcher. Da sie einen Ring mit mehreren Präzisionszähnen fräsen, ist die resultierende Oberfläche glatter und es bildet sich deutlich weniger Grat am Ein- und Austritt - was den Bedarf an sekundären Entgratungsvorgängen minimiert. Der integrierte Führungsstift spielt eine entscheidende Rolle, denn er sorgt dafür, dass der Fräser genau an der Markierung ansetzt und während des gesamten Schnittes geführt wird, was eine hervorragende Positionsgenauigkeit und Rechtwinkligkeit fördert. Im Gegensatz dazu neigen Spiralbohrer, vor allem größere, dazu, beim Anbohren zu "wandern", wenn sie nicht richtig angekörnt sind, und sie können manchmal leicht übergroße oder weniger runde Löcher aufgrund von Durchbiegung oder ungleichmäßigem Kantenverschleiß erzeugen. Darüber hinaus erzeugt die effiziente Schneidwirkung von Ringschneidern weniger Wärme, was ebenfalls zu einer besseren Maßgenauigkeit und geringeren metallurgischen Auswirkungen auf das Werkstückmaterial beiträgt. Während Spiralbohrer mit zunehmendem Verschleiß unweigerlich an Präzision verlieren, trägt die Verschleißfestigkeit von Ringschneidzähnen (insbesondere TCT) dazu bei, eine gleichbleibende Lochqualität über einen längeren Zeitraum zu erhalten.
| Qualitätsaspekt | Ringschneider | Spiralbohrer (Industrie-Bohrer) |
|---|---|---|
| Ausführung der Löcher | Sauberer, glatter | Kann rauher sein, mehr Unvollkommenheiten |
| Gratbildung | Minimal | Erfordert eher Entgraten |
| Genauigkeit/Präzision | Hoch (Pilotstift hilft bei der Führung) | Niedriger (Neigung zum Wandern, mögliche Übergröße) |
| Rechtwinkligkeit | Ausgezeichnet | Kann aufgrund von Flex abweichen |
| Wärmeerzeugung | Unter | Höher (Erfordert effektive Kühlung) |
| Konsistenz | Behält die Genauigkeit länger bei (insbesondere TCT) | Die Präzision nimmt mit der Abnutzung ab (muss geschärft werden) |
Ringschneider vs. Bohrer: Langlebigkeit und Effizienz
Die Lebensdauer der Werkzeuge und die Gesamteffizienz wirken sich direkt auf die Betriebskosten aus. Ringschneider gelten im Allgemeinen als langlebiger als Standard-Industriespiralbohrer, insbesondere bei anspruchsvollen Anwendungen. Ihre robuste, dickere Konstruktion ist für den wiederholten industriellen Einsatz ausgelegt. Ein Schlüsselfaktor ist die Art und Weise, wie die Schnittkräfte gehandhabt werden: Ein Ringschneider verteilt die Last auf seine vielen Schneidezähne und ermöglicht so höhere Vorschubgeschwindigkeiten, ohne einen einzelnen Punkt zu überlasten. Bei Spiralbohrern hingegen konzentriert sich der enorme Druck auf die beiden Hauptschneidkanten und die zentrale Meißelkante, was sie anfälliger für Ausbrüche macht, insbesondere wenn sie zu stark oder zu schnell eingesetzt werden. TCT (Tungsten Carbide Tipped)-Ringschneider, wie wir sie bei Tenyu anbieten, sind aufgrund der extremen Härte und Verschleißfestigkeit von Hartmetall außerordentlich haltbar und halten oft Hunderte von Bohrungen durch, bevor sie ersetzt werden müssen. Diese Langlebigkeit trägt in Verbindung mit der schnelleren Schnittgeschwindigkeit zu niedrigeren Kosten pro Bohrung bei. Außerdem benötigen Ringschneider im Vergleich zu Spiralbohrern derselben Größe weniger Schubkraft und Leistung von der Bohrmaschine. Dank dieser verbesserten Effizienz eignen sie sich nicht nur für tragbare Magnetbohrer, sondern können auch den Verschleiß an der Bohranlage selbst verringern.
| Aspekt der Langlebigkeit und Effizienz | Ringschneider | Spiralbohrer (Industrie-Bohrer) |
|---|---|---|
| Bauwesen | Stärker belastbare, dickere Materialien | Leichtere, dünnere Materialien |
| Lastverteilung | Verteilt auf mehrere Zähne | Konzentriert auf Spitzenkanten |
| Abnutzungswiderstand | Hoch (insbesondere TCT), längere Lebensdauer möglich | Niedriger (anfälliger für Abnutzung/Verschleiß) |
| Fehlermodus | Weniger bruchanfällig bei normaler Belastung | Höheres Risiko eines Bruchs bei hoher Geschwindigkeit/Vorschub |
| Lebensdauer (TCT vs. HSS) | TCT sehr lang; HSS gut, oft nachschärfbar | HSS-Standard; muss regelmäßig geschärft/ausgetauscht werden |
| Erforderliche Leistung/Schubkraft | Unter | Höher |
| Maschinenverschleiß | Möglicherweise geringere Belastung der Maschine | Möglicherweise höhere Belastung der Maschine |

Verständnis für die Beschränkungen
Ringschneider sind zwar leistungsstark, aber nicht universell einsetzbar. Wenn Sie sich über ihre Einschränkungen im Klaren sind, können Sie sicherstellen, dass Sie das richtige Werkzeug für die jeweilige Aufgabe wählen. Wir bei Tenyu glauben an Transparenz und helfen Kunden wie Alex Costa, fundierte Entscheidungen zu treffen.
- Kann keine Sacklöcher bohren: Die grundlegende Konstruktion beruht auf dem Schneiden eines Rings und dem Ausstoßen eines zentralen Geschosses. Wenn das Loch das Material nicht vollständig durchdringt, kann das Geschoss nirgendwo hin, so dass der Fräser nicht arbeiten kann. Für Sacklöcher sind Spiralbohrer oder Schaftfräser erforderlich.
- Begrenzung des Mindestdurchmessers: Die Herstellung von Ringschneidern mit mehreren Zähnen wird unterhalb von 12 mm (ca. 1/2 Zoll) zu einer physischen Herausforderung und weniger effektiv. Der Kern wird zu klein, und die Spanabfuhr ist schwierig. Für Löcher mit kleinem Durchmesser sind Spiralbohrer nach wie vor der Standard.
- Schwierigkeiten auf verwinkelten oder gekrümmten Oberflächen: Der Beginn eines Schnitts auf einer nicht ebenen Oberfläche kann schwierig sein. Nur einige Zähne greifen anfangs, was zu ungleichmäßiger Belastung, möglichen Vibrationen und der Gefahr von Zahnbrüchen führt. Besondere Vorsicht, langsamere Vorschubgeschwindigkeiten oder der Beginn mit einer Pilotbohrung unter Verwendung einer anderen Methode können erforderlich sein.
- Kernstörungspotenzial: Es kann vorkommen, dass der Rohling (Kern) im Fräser stecken bleibt, insbesondere bei tiefen Schnitten oder wenn die Späne nicht richtig abtransportiert werden. In diesem Fall muss der Fräser angehalten und gereinigt werden. Durch die Verwendung geeigneter Kühlmittel, Vorschubgeschwindigkeiten und scharfer Fräser wird dieses Risiko minimiert.
- Kompatibilität der Schäfte: Für Ringfräser werden spezielle Schafttypen (wie Weldon-Flach, Universal/Nitto, Fein) verwendet, die für die Aufnahme des Drehmoments ausgelegt sind und einen sicheren Antrieb gewährleisten, in der Regel in Magnetbohrmaschinen oder speziellen Adaptern für Bohrmaschinen. Sie passen in der Regel nicht in Standard-Jacobs-Futter, die in vielen Handbohrmaschinen oder einfachen Bohrmaschinen ohne Adapter verwendet werden.
Im Folgenden finden Sie eine Zusammenfassung der wichtigsten Überlegungen:
| Begrenzung | Beschreibung | Abhilfe / Überlegung |
|---|---|---|
| Sacklöcher | Löcher können nicht teilweise durchbohrt werden | Spiralbohrer oder Schaftfräser verwenden |
| Kleine Durchmesser | Unpraktisch/unverfügbar unter ~12mm (1/2") | Spiralbohrer verwenden |
| Gewinkelte/gekrümmte Oberfläche | Schwierige Starts, ungleichmäßige Belastung, mögliche Brüche | Sorgfältiger Vorschub, Vorbohrung, spezielle Technik |
| Core Jamming | Das Geschoss kann im Schneidegerät stecken bleiben | Geeignetes Kühlmittel, Vorschubgeschwindigkeit, scharfes Werkzeug |
| Schaft-Anforderung | Benötigt spezielle Schäfte (Weldon, etc.), kein Jacobs-Futter | Kompatiblen Magnetbohrer oder Adapter verwenden |
Diese Punkte zu verstehen, ist für die Beschaffung entscheidend. Alex Costa braucht zum Beispiel zuverlässige Lieferanten. Ein guter Lieferant wie Tenyu würde nicht einfach nur einen Cutter verkaufen, sondern sicherstellen, dass es sich um den rechts Cutter für die Anwendung, der diese Einschränkungen berücksichtigt und Anleitungen, hochwertige Tools und Anpassungsoptionen zur Entschärfung von Herausforderungen bietet.
Schlussfolgerung
Ringschneider bieten erhebliche Geschwindigkeits- und Effizienzvorteile beim Bohren von Löchern in Metall, insbesondere bei größeren Durchmessern in Stahl. Auch wenn sie Einschränkungen haben, wie z. B. dass sie keine Sacklöcher bohren können, überwiegen ihre Vorteile oft die Nachteile in Konstruktion, Fertigung und Produktion.
-
Die Erforschung dieser Ressource bietet Einblicke in die Möglichkeiten, wie ein geringerer Materialabtrag die Effizienz von Bearbeitungsprozessen steigern und Abfall reduzieren kann. ↩
-
Informieren Sie sich über die Vorteile von HSS-Bohrern und erfahren Sie, warum sie für Ihre Anforderungen geeignet sein könnten. ↩
-
Die Erforschung dieses Zusammenhangs gibt Aufschluss darüber, wie der reduzierte Materialabtrag die Effizienz steigert und die Kosten in Fertigungsprozessen senkt. ↩
-
Erfahren Sie mehr über die Vorteile von Ringschneidern, einschließlich ihrer Geschwindigkeit und Effizienz, die die Produktivität in der Metallbearbeitung erheblich steigern können. ↩