







Tired of slow, messy metal drilling?
Most drill presses use a standard Jacobs chuck designed for round straight-shank twist drills. Annular cutters, on the other hand, usually feature a Weldon shank, commonly 3/4 inch, with flat spots.
To make this work, you need a Morse Taper (MT) to Weldon Shank Adapter.

How to Set Up an Annular Cutter in Your Drill Press
-
Identify Your Morse Taper Size
Check your drill press spindle first. Most industrial drill presses use an MT2, MT3, or MT4 spindle.
-
Buy the Right Arbor Adapter
Choosing an arbor that matches your drill press Morse Taper on one end and has a 3/4-inch Weldon receptacle on the other end.
-
Install the Pilot Pin
Always insert a pilot pin into the cutter before installing it into the arbor. The pilot pin helps center the hole, guides coolant flow, and ejects the metal slug after cutting.
-
Secure the Cutter
Slide the cutter into the adapter and tighten the set screws firmly against the flat spots on the Weldon shank.
-
Set the Correct RPM
Annular cutters require proper cutting speed based on cutter diameter and material type. Drill presses often run faster than magnetic drills, so reduce the speed by belt or gear adjustment before cutting.
-
Apply Coolant
Most drill presses do not have internal through-tool coolant systems. Use an arbor with a coolant ring or apply cutting fluid manually during the cut.
Critical Considerations for Drill Press Usage
Rigidity Is Key
Annular cutters do not tolerate vibration. Your drill press must be rigid, and the workpiece must be firmly clamped in a heavy vise. Any movement may damage or break the cutter teeth.
Feed Rate Matters
Apply steady and consistent pressure. Do not force the cutter, but also do not let it rub without cutting. Rubbing can harden the workpiece surface and destroy the cutter edge.1
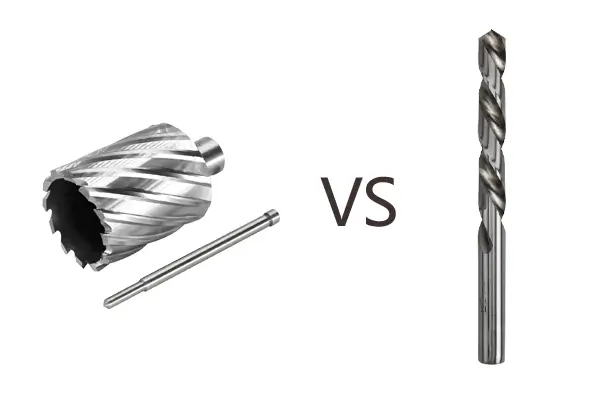
What Is the Difference Between a Drill and an Annular Cutter?
The main difference is how they remove material.
A traditional twist drill cuts through the full diameter of the hole and turns all the material into chips. An annular cutter is hollow. It cuts only the outside ring of the hole and leaves a solid cylindrical slug in the center.
Core Differences Explained
Eficacia y rapidez
Because an annular cutter removes only a thin ring of material, it can cut much faster than a twist drill of the same diameter.
Lower Power Requirement
Removing less material means the machine needs less horsepower. This allows larger holes to be made with a relatively smaller motor.
Better Surface Finish
Twist drills often leave a rough finish and larger burrs. Annular cutters use multiple cutting edges and can produce smoother, cleaner holes.
No Pre-Drilling Required
Large twist drills often require pilot holes or step drilling. Annular cutters can usually cuts the required hole size in one pass.
Comparison Table: Twist Drill vs. Annular Cutter
| Característica | Taladro helicoidal | Cortador anular |
|---|---|---|
| Cutting Mechanism | Removes 100% of the material | Removes only the hole periphery2 |
| Velocidad | Slower, often requires step drilling | Faster, usually single pass |
| Potencia necesaria | Más alto | Baja |
| Pre-Drilling | Often required for large holes | Usually not required |
| Calidad del agujero | Rougher finish, more burrs | Smooth finish, cleaner hole |
| Vida útil de las herramientas | Durable and forgiving | Long life if properly cooled and clamped |
¿Son universales las fresas anulares?
No, cortadores anulares are not completely universal. Their compatibility depends mainly on the shank type.
If you buy the wrong shank, it may not fit your magnetic drill, drill press arbor, or quick-change holder without a special adapter.

The Main Types of Annular Cutter Shanks
1. Weldon Shank
The Weldon shank is the industry standard in North America and many European markets.3 It usually has a 3/4-inch cylindrical shank with two flat spots. The arbor set screws tighten against these flats to prevent slipping.
2. Universal Shank
The Universal shank, also called One-Touch shank, is designed to fit both standard Weldon arbors and quick-change tool-less arbors. It has Weldon-style flats plus circular dimples for quick-release systems.
For buyers who want better compatibility, Universal shank annular cutters are often the most flexible option.
3. Fein Quick-IN Shank
Fein Quick-IN is a proprietary shank type mainly used for Fein magnetic drills. It has four divots and cannot be used directly in a standard Weldon arbor without an adapter.
Understanding Cutting Depth Standardization
Annular cutters are also selected by Depth of Cut, also called DOC.
Common cutting depths include:
- 1 inch / 25 mm
- 2 inch / 50 mm
- 3 inch / 75 mm
Always choose a cutter that is slightly longer than the material thickness. This allows the slug to eject properly after the cut is completed.
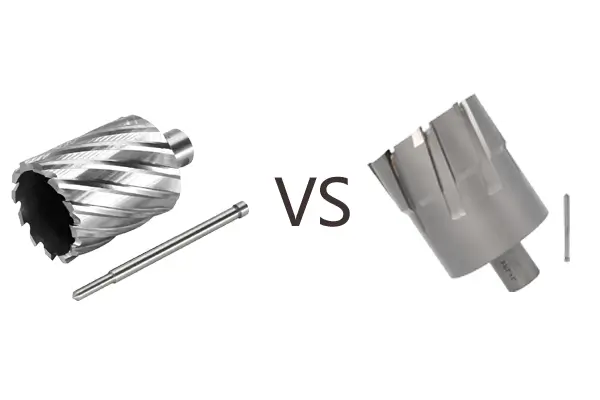
What Is the Difference Between HSS and TCT Annular Cutters?
When buying annular cutters, there are two common material choices: HSS annular cutters y TCT annular cutters.
The right choice depends on your target material, budget, cutting speed, and whether you need a resharpenable tool.
HSS Annular Cutters
HSS annular cutters are made from solid high-speed steel, usually M2 or M35 cobalt steel. They are widely used in structural steel fabrication and general metalworking.
Advantages of HSS Annular Cutters
- Lower upfront cost
- Can be resharpened multiple times4
- More forgiving under light vibration
- Suitable for mild steel and structural steel
Limitations of HSS Annular Cutters
- Not ideal for very hard metals
- Requires slower cutting speeds than carbide
- May wear faster on stainless steel or abrasive materials
TCT Annular Cutters
TCT annular cutters have a steel body with tungsten carbide teeth brazed onto the cutting edge. They are designed for harder and more demanding materials.
Advantages of TCT Annular Cutters
- Suitable for stainless steel, cast iron, and harder metals
- Can run at higher RPM
- Longer cutting life in tough applications
- Faster cutting performance
Limitations of TCT Annular Cutters
- Higher upfront cost
- Carbide teeth are brittle
- Teeth may chip if the machine vibrates
- Resharpening is difficult and often not cost-effective
HSS vs. TCT Annular Cutter
| Especificación | Fresa anular HSS | Fresa anular TCT |
|---|---|---|
| Material | Solid high-speed steel | Steel body with carbide teeth |
| Lo mejor para | Mild steel, structural steel, aluminum | Stainless steel, cast iron, harder metals |
| Durabilidad | More forgiving | Harder but more brittle |
| Velocidad de corte | Standard speed | Higher RPM |
| Resharpening | Yes, multiple times | Possible but rarely cost-effective |
| Coste | Baja | Más alto |
How to Sharpen Annular Cutters?
Sharpening an annular cutter is not a simple hand-grinding job. The tooth geometry is complex and requires accurate angles to maintain cutting performance and chip clearance.
For HSS annular cutters, a dedicated annular cutter sharpening machine is recommended.
Step-by-Step Sharpening Process
1. Clean and Inspect the Cutter
Clean the cutter first and inspect the teeth carefully. If teeth are missing or badly chipped past the gullet, the cutter should be replaced.
2. Set Up the Grinding Machine
Use a CBN grinding wheel for HSS annular cutters5. Make sure the wheel is properly dressed and running true.
3. Mount the Cutter
Insert the cutter into the sharpener’s collet or indexing holder. The indexing system helps keep tooth spacing and grinding position consistent.
4. Grind the Face Angle
Carefully grind the face of each tooth. Remove only enough material to expose a fresh cutting edge.
5. Grind the Top Clearance Angle
Adjust the machine to grind the top clearance angle. Annular cutters often have alternating tooth forms, so each tooth profile must be ground correctly.
6. Check Tooth Height
After grinding, check the tooth height with a micrometer. Teeth of the same profile should has consistent height. If one tooth is higher, it may take too much cutting force and break during use.
Can TCT Annular Cutters Be Sharpened?
TCT annular cutters can be sharpened with a diamond grinding wheel, but the process is more complex because of the carbide tooth geometry. Most workshops send TCT cutters to professional tool-grinding services or replace them directly.
Conclusión
Using an annular cutter can greatly improve metal drilling speed, efficiency, and hole quality. Whether it is used on a magnetic drill or adapted to a drill press, the correct setup is essential.
For safe and stable cutting, buyers should choose the right shank type, match the cutter to the material, use proper RPM, apply enough coolant, and keep the workpiece firmly clamped.
For wholesalers, importers, and tool distributors, offering the right annular cutter range can help reduce customer complaints, improve drilling performance, and support repeat orders in the metalworking market.
PREGUNTAS FRECUENTES
Can I drill a blind hole with an annular cutter?
No. Annular cutters are designed for through-holes. Since they leave a solid center slug, the slug cannot be removed properly in a blind holes.
Do I have to use a pilot pin?
Yes. A pilot pin is necessary. It helps locate the hole center, controls coolant flow, and ejects the metal slug after cutting.
Can I use an annular cutter in a hand drill?
No. A hand drill does not provide enough rigidity or control. If the cutter catches the metal, the torque may cause serious injury and damage the cutter teeth.
Why is my annular cutter breaking teeth?
Annular cutter teeth usually break because of poor clamping, machine vibration, lack of coolant, incorrect RPM, or excessive feed pressure at breakthrough.
What size annular cutter should I choose?
Choose the diameter based on the required hole size and select the cutting depth based on material thickness. The cutter depth should be slightly longer than the workpiece thickness.
Which is better, HSS or TCT annular cutter?
HSS annular cutters are suitable for mild steel and can be resharpened. TCT annular cutter are better for stainless steel, cast iron, and harder materials, but they are more brittle and more expensive.
"Machining literature on work hardening notes that rubbing or insufficient chip formation can plastically deform and harden the surface layer, which increases cutting forces and accelerates tool-edge wear. Evidence role: mechanism; source type: paper. Supports: Allowing the cutter to rub instead of cut can harden the surface and damage the cutter edge.. Scope note: Support is strongest for work-hardening alloys and metal cutting in general; the severity varies by material and cutter geometry. ↩
"A machining reference on trepanning/annular cutting supports that annular cutters form holes by cutting an annular ring and leaving a central slug, which explains the reduced material removal relative to a twist drill. Evidence role: mechanism; source type: education. Supports: An annular cutter removes only the hole periphery rather than all material in the hole.. Scope note: This supports the cutting mechanism generally; exact performance depends on tool geometry, work material, and machine setup. ↩
"A standards-oriented technical reference or industry handbook should document that Weldon-style 19 mm/3/4-inch two-flat shanks are widely specified for annular cutters in North American and European magnetic-drilling applications. Evidence role: general_support; source type: other. Supports: The Weldon shank is the industry standard in North America and many European markets.. Scope note: This would support broad prevalence, not precise market share or universal adoption across all brands and applications. ↩
"Machining references describe tool reconditioning/resharpening as a standard practice for high-speed steel cutting tools, supporting the claim that such tools can be restored after wear rather than discarded after a single edge life. Evidence role: general_support; source type: education. Supports: The tool can be resharpened multiple times.. Scope note: The number of possible resharpening cycles depends on tool geometry, wear severity, and the regrinding process, so the source should not be used to imply a fixed count. ↩
"Materials and manufacturing literature identifies cubic boron nitride abrasives as suitable for grinding hardened ferrous alloys and high-speed steels, supporting the choice of a CBN wheel for HSS cutting tools. Evidence role: general_support; source type: paper. Supports: A CBN grinding wheel is an appropriate choice for sharpening HSS annular cutters.. Scope note: The evidence may support CBN use for HSS tool grinding generally rather than annular cutters specifically. ↩