





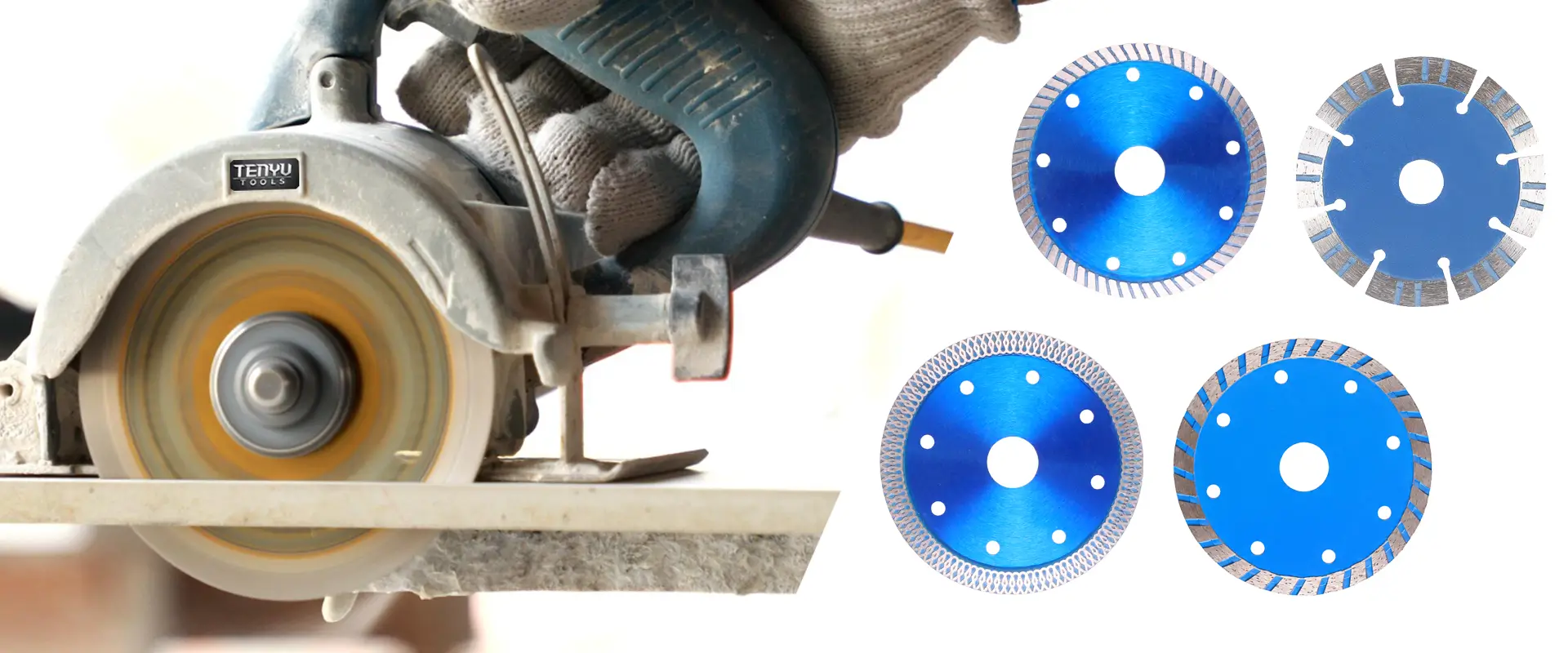

Stop losing money on wrong blade choices.
As a procurement manager, tool wholesaler, or heavy-duty contractor, you know that supplying or using the wrong diamond blade destroys your profitability. When your crew or your retail customers mismatch a blade to a material, two things happen: the tool burns out prematurely, or it shatters expensive materials. Both scenarios lead to high return rates (RMAs), severe project delays, and ultimately, lost money.
You do not just need saw blades; you need the right cutting solutions. To lower your cost-per-cut, boost your inventory turnover, and keep end-users satisfied, you must understand the exact engineering behind different blade profiles.
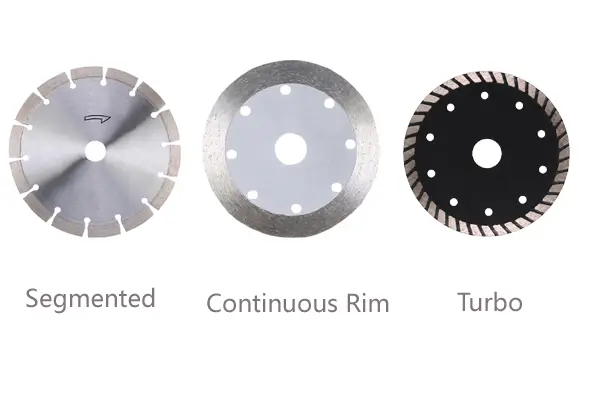
How Segmented, Turbo, and Continuous Rim Blades Work
To understand how these blades differ, you first need to understand how a diamond blade actually works. They do not “cut” like a traditional steel saw blade. They grind. The edge of the blade contains synthetic diamond crystals suspended in a metal matrix, also called the bond. As the blade spins, the metal matrix wears away and exposes new, sharp diamond grits to grind through the material.
The structural design of the blade’s steel core and rim decides how this grinding process manages heat, dust, debris, and friction.
1. Segmented Diamond Blades: The Heavy-Duty Workhorse
Segmented blades feature clear separations between the diamond-bearing segments. These spaces are called gullets.
The gullets work as cooling channels. They allow large amounts of air to move between the segments and help cool the steel core during fast cutting. They also provide escape routes for heavy dust, slurry, and abrasive particles.
For B2B and industrial applications, high-quality segmented diamond blades are usually laser-welded1. In this process, the diamond segments are firmly fused to the steel core with a high-intensity laser. This creates a strong bond that can withstand heat, vibration, and aggressive cutting conditions.
The final product is a fast-cutting blade built for tough materials. It performs well in concrete, brick, block, asphalt, and rough masonry. However, it usually leaves a rougher edge compared with turbo or continuous rim blades.

2. Turbo Diamond Blades: The Fast and Smooth Combined
Turbo blades are designed to balance cutting speed and edge smooth.
They have a continuous rim, but the rim is serrated, corrugated, or waved. This turbo pattern works like a group of small gullets. It helps move dust away from the cutting zone while pulling air across the blade edge.
Because the rim remains mostly continuous, the blade keeps more stable contact with the material. This reduces the heavy impact often seen with segmented blades. As a result, turbo blades can cut fast while still leaving a cleaner edge.
Turbo diamond blades are often used by contractors, stone fabricators, and tool distributors who need one blade profile for a wide range of applications. They are especially useful for granite, marble, engineered stone, hard masonry, and general construction materials.
3. Continuous Rim Diamond Blades: The Precision Instrument
Continuous rim blades have a smooth and fine diamond edge.
Because there are no gullets or serrations, the blade has limited space for heat release and dust removal. This means continuous rim blades can run very hot if used incorrectly. For this reason, they are usually designed for wet cutting.
The water cools the blade, reduces friction, removes slurry, and prevents the cutting edge from overheating. This is especially important when cutting expensive and brittle materials such as porcelain, ceramic, glass tile, and vitrified tile.
Continuous rim blades are slower than segmented and turbo blades. However, they deliver the cleanest finish. For tile contractors and distributors serving the finishing market, this blade type is essential.
Which Diamond Blade is Best for Concrete, Stone, or Tile?
One of the biggest reasons for blade failure is the wrong application. A blade may look suitable on the shelf, but the wrong bond or rim design can cause short life, slow cutting, chipping, overheating, or customer complaints.
A useful rule for diamond tools is simple:
Use a hard bond for soft and abrasive materials. Use a soft bond for hard and dense materials.
This rule helps the blade expose new diamonds at the right speed. If the bond is too hard for the material, the blade may glaze and stop cutting. If the bond is too soft, the blade may wear out too quickly.
Segmented Blades: Best for Abrasive and Rough Materials
Segmented diamond blades are the best choice when cutting speed and durability matter more than a perfect edge.
They are commonly used for:
- Cured concrete
- Reinforced concrete
- Asphalt
- Green concrete
- Brick
- Concrete block
- Pavers
- General masonry
For asphalt and green concrete, a hard bond and undercut protection are important. These materials are highly abrasive. Without proper blade design, the abrasive slurry can wear down the steel core below the segments. This is called undercutting2, and it can shorten blade life or create safety risks.
Turbo Blades: Best for Hard Stone and Medium Finishing
Turbo diamond blades are suitable for materials that need both cutting speed and a cleaner visible edge.
They are commonly used for:
- Granite
- Marble
- Quartz
- Engineered stone
- Natural stone
- Hard masonry
- Dense concrete blocks
- Flagstone
Turbo blades are often preferred by contractors who do not want to change blades frequently between different stone and masonry jobs. They are faster than continuous rim blades and cleaner than segmented blades.

Continuous Rim Blades: Best for Brittle and Expensive Materials
Continuous rim diamond blades are the best option for materials where edge quality is the top priority.
They are commonly used for:
- Porcelain tile
- Ceramic tile
- Glass tile
- Mosaics
- Vitrified tile
- High-end decorative tile
For expensive tile projects, even a small chip can waste material and increase cost. Continuous rim blades reduce micro-impact during cutting and help produce a smooth, chip-free edge.

Material Compatibility Quick Reference Matrix
| Material Type | Recommended Blade Type | Primary Concern |
|---|---|---|
| Cured Concrete | Segmented | Speed, dust removal, heat control |
| Asphalt | Segmented with Hard Bond | Preventing core undercutting |
| Granite | Turbo | Fast cutting with clean edge |
| Marble | Turbo | Smooth finish and controlled cutting |
| Porcelain Tile | Continuous Rim | Chip-free edge |
| Glass Tile | Continuous Rim | Fine finish and low vibration |
| Ceramic Tile | Continuous Rim / Thin Turbo | Preventing cracks and chips |
| Brick and Block | Segmented | Fast removal and long life |
| Quartz / Engineered Stone | Turbo | Clean cutting and heat control |
Performance Comparison: Cutting Speed, Finish Quality, and Tool Lifespan
For a B2B buyer or project estimator, a diamond blade is not only a tool. It is a cost-control product. You are not simply buying a steel disc. You are buying cutting efficiency, material protection, and repeat customer satisfaction.
The three most important performance factors are cutting speed, finish quality, and tool lifespan.
1. Cutting Speed
Cutting speed affects labor cost and job site efficiency.
Segmented diamond blades are usually the fastest. The open gullets allow aggressive cutting and fast debris removal.3 They are suitable for demolition, roadwork, concrete cutting, and high-volume construction use.
Turbo diamond blades are also fast. Their serrated rim reduces friction and improves cutting speed, especially on stone and hard masonry.
Continuous rim blades are the slowest. Since the rim maintains full contact with the material, friction is higher. If the operator pushes too hard, the blade may overheat, glaze, or warp.
Turbo diamond blades are also fast. Their serrated rim reduces friction and improves cutting speed, especially on stone and hard masonry.
Continuous rim blades are the slowest. Since the rim maintains full contact with the material, friction is higher. If the operator pushes too hard, the blade may overheat, glaze, or warp.
2. Finish Quality
Finish quality affects material waste and customer satisfaction.
Continuous rim blades provide the best finish. They are designed for clean, chip-free cutting on porcelain, ceramic, glass, and vitrified tiles.
Turbo blades provide good to very good finish quality. They are suitable for visible stone edges and general finishing work.
Segmented blades leave the roughest finish. They are better for structural cuts, demolition cuts, or materials where the cut edge will be hidden.
3. Tool Lifespan
Tool lifespan should be measured by cost-per-cut, not only by purchase price.
Cost-per-cut can be calculated like this:
Blade Cost ÷ Total Cutting Length = Cost Per Foot or Cost Per Meter
For example:
- A low-cost blade that cuts 100 feet may look cheap at first.
- A premium blade that cuts 1,000 feet may deliver much lower cost-per-cut.
Segmented blades often provide long life in rough and abrasive materials when the bond is correct. Turbo blades offer balanced life for mixed-use contractors. Continuous rim blades may wear faster because they are usually used on hard, dense, and brittle materials that require a softer bond.
Wet vs. Dry Cutting: Critical Operational Differences for Each Blade Type
Wet and dry cutting are not only about convenience. They affect blade safety, cutting quality, dust control, and tool life.
Heat is one of the biggest enemies of diamond blades. If the steel core overheats, it can lose tension, wobble, warp, or cause segment failure. For contractors and distributors, this can lead to complaints, returns, and safety problems.
Dry Cutting
Dry cutting uses air to cool the blade.
Segmented blades and some turbo blades can be used dry because their gullets or serrations help move air across the blade core4. However, dry cutting must be done correctly.
Operators should not force the blade deeply into the material for long continuous cuts. Instead, they should use step cutting and allow the spinning blade to cool in the air at regular intervals.
Dry cutting also creates large amounts of silica dust when cutting concrete, brick, stone, or masonry. Contractors must use proper dust control equipment and follow local safety regulations.
Wet Cutting
Wet cutting uses water to cool the blade and flush debris from the cutting zone.
Continuous rim blades usually require wet cutting because they have no gullets for air cooling. Without water, the blade may overheat quickly, glaze the diamonds, warp the core, or damage the material.
Water also improves cutting quality. It reduces friction, controls dust, and helps produce cleaner edges on tile and stone.
A dry-rated segmented or turbo blade can usually be used wet. In many cases, water can extend blade life and improve cutting performance. However, a wet-only blade should not be used in dry.

How B2B Buyers Should Choose Diamond Blades for Wholesale Orders
For importers, wholesalers, and procurement managers, blade selection should not only depend on price. The right specification can reduce complaints, improve repeat orders, and help your customers choose the correct blade faster.5
Before placing a bulk order, confirm these details:
- Target cutting material
- Wet or dry cutting requirement
- Blade diameter and arbor size
- Segment height and rim thickness
- Bond hardness
- Welding method
- Cutting machine type
- Target market price level
- Packaging and branding requirements
For heavy-duty construction markets, laser-welded segmented blades are often preferred. For stone and masonry markets, turbo blades provide strong versatility. For tile and finishing markets, continuous rim blades are essential.
If you serve different customer groups, a complete product line should include all three blade types. This allows your sales team or retail customers to match the blade correctly to the material.
Conclusion
Maximizing return on investment in diamond tools comes down to matching the blade structure to the real cutting application.
For importers, wholesalers, and contractors, choosing the correct blade type is not a small detail. It directly affects customer complaints, product returns, job site efficiency, and long-term profit. A well-planned diamond blade range can help you reduce risk, improve customer satisfaction, and achieve a lower cost-per-cut.
Frequently Asked Questions
1. Can I use a segmented diamond blade to cut ceramic tile?
No. A segmented diamond blade is too aggressive for ceramic or porcelain tile. The separated segments can create impact and vibration, which may chip or crack the tile. For ceramic, porcelain, glass, or vitrified tile, a continuous rim blade is the safer choice.
2. What happens if I use a wet-only continuous rim blade without water?
The blade may overheat quickly. Without water, the rim cannot cool properly, and the diamonds may glaze over. The steel core may also warp or lose tension. This can damage the blade, reduce cutting quality, and create safety risks.
3. Why is my diamond blade cutting slowly?
The blade may be glazed. Glazing happens when the metal bond does not wear away fast enough to expose new diamond grits. This often occurs when the blade bond is too hard for the material. Cutting briefly into an abrasive material can help dress the blade and expose fresh diamonds.
4. Can a dry diamond blade be used wet?
Yes. A dry-rated segmented or turbo blade can usually be used wet. Water helps cool the blade, remove dust, flush debris, and extend blade life. However, a wet-only blade should not be used dry.
5. Which diamond blade is best for porcelain tile?
A continuous rim diamond blade is usually the best choice for porcelain tile. Porcelain is dense and brittle, so it needs stable cutting contact and water cooling to reduce chipping.
6. Which blade type is best for concrete cutting?
Segmented diamond blades are usually best for concrete cutting. Their gullets remove dust, reduce heat, and allow faster cutting. For reinforced concrete or heavy-duty construction work, laser-welded segmented blades are recommended.
7. What is the best diamond blade for granite?
Turbo diamond blades are commonly used for granite. They offer fast cutting while keeping the edge cleaner than segmented blades. For high-end stone finishing, blade thickness, diamond quality, and bond design should also be checked.
8. How do I calculate diamond blade cost-per-cut?
Divide the blade purchase cost by the total cutting length it completes before wearing out. This gives you the cost per foot or cost per meter. For B2B purchasing, cost-per-cut is more useful than only comparing blade price.
"Technical literature on diamond saw blades and laser welding identifies laser welding as a method for joining diamond segments to a steel core and notes that it provides a stronger bond suitable for demanding cutting conditions than lower-temperature attachment methods. Evidence role: mechanism; source type: research. Supports: High-quality industrial segmented diamond blades are commonly laser-welded because the process creates a strong segment-to-core bond for demanding cutting conditions.. Scope note: The source may support the joining mechanism and relative bond strength, but it may not prove that laser welding is used by all or most B2B blade manufacturers. ↩
"Technical guidance on diamond saw blade wear describes undercutting as abrasive erosion of the steel core below the diamond segments, particularly in abrasive materials such as asphalt or green concrete, and notes that excessive core wear can reduce blade life and create blade-integrity hazards. Evidence role: mechanism; source type: institution. Supports: In abrasive materials such as asphalt and green concrete, slurry can wear the steel core below the segments, a failure mode known as undercutting that shortens blade life and may create safety risks.. Scope note: The source would document the wear mechanism and risk in general terms; actual risk depends on blade specification, saw setup, coolant, feed rate, and operator practice. ↩
"A technical source on diamond saw blade geometry should support that segmented rims use gaps or gullets to clear cutting debris and permit more aggressive cutting than continuous rims. Evidence role: mechanism; source type: education. Supports: Segmented diamond blade gullets enable aggressive cutting and faster debris removal.. Scope note: This would support the blade-design mechanism generally, not prove that every segmented blade is the fastest in every material or machine setup. ↩
"Technical references on diamond saw-blade design describe segmented or gullet-like openings as features that improve cooling and debris clearance during dry cutting; this supports the stated design rationale, though it does not prove that every segmented or turbo blade is suitable for every dry-cutting application. Evidence role: mechanism; source type: education. Supports: Segmented blades and some turbo blades can be used dry because their gullets or serrations help move air across the blade core.. Scope note: Support is contextual because blade suitability also depends on manufacturer specifications, blade diameter, bond, material, RPM, and duty cycle. ↩
"Research on product quality and customer satisfaction indicates that closer alignment between product attributes and user needs is associated with lower complaint behavior and stronger repurchase intention. Evidence role: general_support; source type: paper. Supports: Selecting the correct blade specification can reduce complaints, improve repeat orders, and help customers choose the appropriate blade.. Scope note: This would provide contextual support from customer-satisfaction research rather than direct evidence specific to diamond saw blade procurement. ↩