






Tired of chipped aluminum and unreliable suppliers?
You need blades that cut clean, last long, and delivery on time. If you are importing power tool accessories, you know the pain of inconsistent quality and sudden price hikes. Welcome to the definitive 2026 sourcing guide for importers.
1. The Anatomy of a Premium Aluminum Cutting Blade
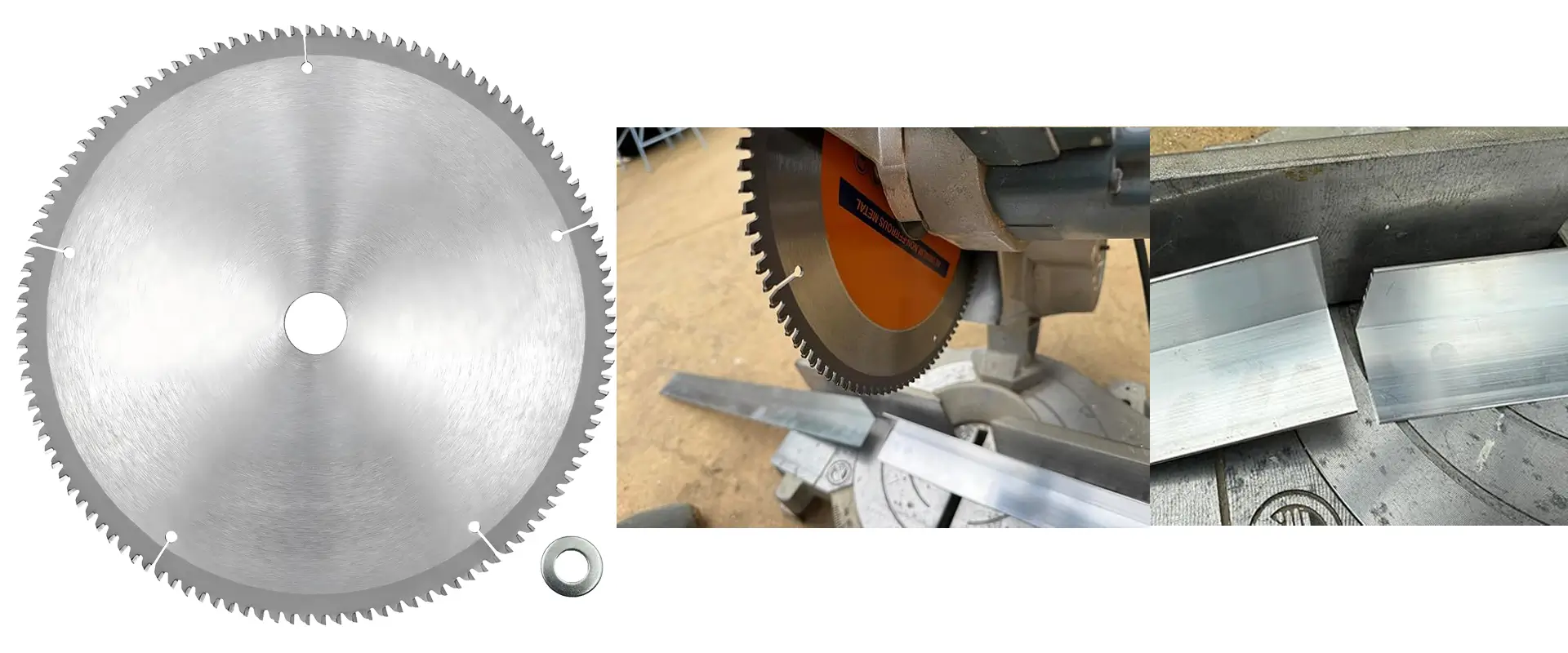
When you sell an aluminum cutting saw blade to a professional contractor or an industrial fabrication plant, they expect a mirror-smooth finish and zero burrs. Achieving this requires precise engineering. You cannot sell them a repurposed wood blade and expect repeat orders. Here is what you must focus on a professional-grade product.

Why the TCG Triple Chip Grind Design is Non-Negotiable
If there is one specification you memorize, it should be the tooth geometry1. For cutting non-ferrous metals like aluminum, copper, and brass, the Triple Chip Grind TCG is the absolute industry standard. Unlike the Alternate Top Bevel ATB used for wood, a TCG geometry alternates between a flat raker tooth and a chamfered trapeze tooth.
- The Trapeze Tooth: Makes the initial cut, cutting a narrow groove in the center of the kerf.
- The Flat Raker Tooth: Follows immediately behind, cleaning out the corners left by the trapeze tooth and widening the cut to the full kerf width.
This two-step cutting action reduces the shock on individual carbide tips. Aluminum is notoriously gummy. It heats up quickly and tends to weld itself to the cutting edge. TCG breaks the chip into smaller, manageable pieces, preventing the gullets from clogging.
Tooth Geometry Comparison for Your Sourcing Reference
| Feature | TCG Triple Chip Grind | ATB Alternate Top Bevel |
|---|---|---|
| Primary Material | Aluminum, non-ferrous metals, plastics | Solid wood, plywood, particle board |
| Cut Quality on Metal | Exceptional, burr-free | Poor, high risk of catching or bending |
| Durability | High, impact resistant | Low, sharp tips chip easily on metal |
| Chip Clearance | Excellent, breaks chips into smaller pieces | Average |
Sourcing Tip: Always specify TCG in your purchase orders for aluminum blades. If a supplier suggests ATB for aluminum to cut costs, find a new supplier.
The Critical Role of a Negative Hook Angle -5° to 0°
The hook angle, also called the rake angle, dictates how aggressively the blade pull the material into the cut.
- Positive Hook Angles, such as +15°: Aggressive and fast-cutting, usually used for ripping wood. If you use a positive hook on aluminum, the blade may grab the metal, pull it violently, cause severe kickback, ruin the workpiece, and endanger the operator.
- Negative Hook Angles, such as -5°: This is what you need. A negative hook angle pushes the material down and away from the blade. It creates a scraping action rather than a peeling action.
Carbide Grades: The Secret Behind Longer Blade Life
The steel plate is just the carrier. The carbide teeth make the actual cutting. The longevity of your wholesale aluminum cutting blades depends entirely on the grade of the tungsten carbide tips.
Aluminum requires micro-grain tungsten carbide. Why? Because the continuous friction of cutting metal generates intense heat. Standard carbide will degrade rapidly. High-density micro-grain carbide resists abrasion and maintains its sharp edge through thousands of cuts.
2. Application Matching: Selecting the Right Specs for Your Market
Your target audience dictates your inventory. The US, European, and Middle Eastern markets have distinct industrial demands. A blanket approach fails. You must match the blade specifications to the exact applications of your end users.

Best Blades for Thin Aluminum Extrusions and Window Frames
If your clients are in the window and door manufacturing sector, they are cutting thin-walled aluminum extrusions. The primary pain points are material deformation and burrs.
- Requirement: High tooth count.
- Specification: For a standard 10-inch 250 mm or 12-inch 300 mm blade, you need 100T to 120T.
- Why: More teeth mean a smoother finish.2 For Cutting thin walls vibrate easily. A high tooth count ensures that more teeth are engaged in the material at any given moment, stabilizing the extrusion and preventing the blade from grabbing and tearing the thin metal.
Cutting Thick Aluminum Solids and Billets
If your customers are in heavy industrial fabrication or machining, they cut solid aluminum bars, plates, and billets. Using a high-tooth-count blade here is a disaster.
- Requirement: Lower tooth count and large gullets.
- Specification: For a 10-inch or 12-inch blade, look for 60T to 80T.
- Why: Cutting thick solid metal generates massive amounts of chips. If the gullet, the space between the teeth, is too small, the chips has noplace to go. They will pack into the gullet, fuse to the blade due to heat, and stall the saw. Fewer teeth mean larger gullets, allowing for rapid chip evacuation.
3. Sourcing Strategy: How to Evaluate a Chinese Manufacturer
Sourcing from China is one of the most effective ways to scale your tool business, but only if you partner with a legitimate factory, not a trading company acting as a middleman. You need a manufacturer based in a specialized industrial cluster, such as Danyang, Jiangsu, which is recognized for hardware tool manufacturing.
Here is how you evaluate a true factory.
Factory QC: The Importance of Dynamic Balancing and Automatic Brazing
Do not just ask for photos of the building. Ask for photos and videos of the production line. Two processes define a premium saw blade:
-
Automatic High-Frequency Brazing:
Manual brazing can lead to uneven heat distribution and weak tooth joints.3 A top-tier factory uses automated CNC brazing machines to weld the tungsten carbide teeth to the steel body. This helps ensure uniform strength across all teeth. -
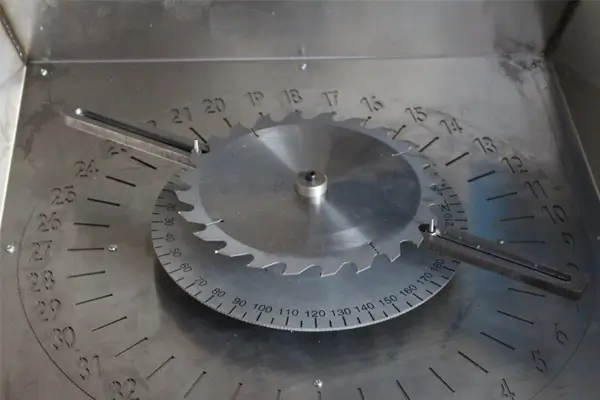
Dynamic Balancing and Tensioning:
A blade spinning at 5,000 RPM must be perfectly flat. If a manufacturer skips laser tensioning and dynamic balancing, the blade may wobble, also known as runout. This causes wide, rough cuts and premature wear.
OEM/ODM Capabilities and Private Labeling Services
Your goal is to build your own brand, not just sell generic products. A strong factory partner must offer robust OEM services.
- Laser Marking: The factory should be able to laser-etch your logo, exact RPM ratings, and safety warnings directly onto the blade body.
- Custom Geometry: If you need a specific kerf thickness for a local market standard, the factory should have an engineering team that can draft the blueprints and manufacture it.
- Custom Packaging: Rust is the enemy during ocean freight. Ensure the factory provides airtight sealing, anti-rust paper, and customized color boxes or blister packs that match your brand guidelines.
![]()
Small MOQ and Lead Times for Wholesale Orders
Cash flow is critical for importers. You do not want a supplier demanding a 5,000-piece minimum order quantity for an unproven SKU.
- The Ideal Partner: Look for manufacturers who understand market testing. A realistic and supportive MOQ for custom branded aluminum blades is 100 pieces per size.
- Lead Times: A true factory controls its production schedule. Standard delivery times for an OEM order should be between 2 to 3 weeks, allowing you to turn over inventory quickly and adapt to market demands in the US or Europe.
4. Supply Chain Economics: Maximizing ROI in 2026
The global commodities market is shifting rapidly. As an importer, your profit margins are directly tied to how well your manufacturing partner manages raw material costs.
In recent months, the industrial sector has seen significant price volatility and cost increases in crucial raw materials, specifically high-speed steel HSS and tungsten. Tungsten is the core component of the carbide tips on your saw blades4.
When tungsten prices spike, unprepared trading companies may immediately force massive price hikes on you. Worse, they may quietly substitute premium carbide with cheap recycled materials to maintain their margins.
How a Strong Factory Protects You
- Strategic Stockpiling: Large manufacturers with long export experience anticipate market shifts. They secure contracts for raw steel and tungsten powder before prices peak.
- Transparent Communication: A reliable partner warns you about macro-economic shifts before they impact your bottom line, giving you time to adjust your retail pricing or stock up on inventory at the current rate.
- Consistent Quality: They never dilute the tungsten grade. You get the exact K10 or K20 carbide you paid for, regardless of global commodity prices.
Conclusion
Importing aluminum cutting blades is a highly profitable venture when executed with technical precision. Your success relies on demanding the right specifications, especially the TCG tooth design and a negative hook angle, and partnering with a proven, transparent manufacturer.
Frequently Asked Questions by B2B Tool Importers
How can I request a free sample for testing?
Testing is the only way to verify quality. Reputable factories offer free sample testing for qualifying B2B importers. You simply provide your required specifications, including diameter, arbor size, and tooth count, and cover the express shipping fee. The factory can dispatch standard samples within days.
What are your international shipping and packaging standards?
To prevent damage and oxidation during extended ocean transit, premium blades are first coated with a light anti-rust oil, wrapped in VCI paper, and placed in individual airtight branded boxes. These are then packed in heavy-duty, moisture-resistant double-corrugated export cartons, strapped, and shrink-wrapped onto fumigated pallets suitable for DDP or FOB shipping to the US, Europe, or the Middle East.
Do you support customized tooth geometry for specific profiles?
Yes. For clients cutting unique or highly specialized aluminum profiles, an experienced factory team can engineer custom blade blueprints. Whether you need a specific kerf width, a modified hook angle, or specialized noise-reduction laser slots, a full-service manufacturer can transition from CAD drawing to prototype within weeks.
What payment terms are standard for OEM wholesale orders?
For standard OEM wholesale production, the industry norm is a 30% T/T deposit to initiate production, with the remaining 70% balance paid before shipping. For established long-term importing partners, larger factories may also accommodate L/C at sight to support your cash flow.
"A machining or cutting-tool reference can support that tooth geometry—including rake, clearance, and tooth form—affects chip formation, cutting forces, surface finish, and suitability for different work materials. Evidence role: mechanism; source type: education. Supports: Tooth geometry is a particularly important specification when selecting a saw blade for cutting metals.. Scope note: This supports the importance of tooth geometry in cutting performance, but it does not prove that it is the single specification a reader should memorize. ↩
"A technical reference on circular sawing should support the machining principle that increasing the number of teeth in contact reduces feed per tooth and can improve surface finish, provided speed, feed rate, blade geometry, and workholding are appropriate. Evidence role: mechanism; source type: education. Supports: Higher tooth counts on circular saw blades can produce smoother cuts because each tooth removes less material and more teeth share the cutting load.. Scope note: This supports the general cutting mechanism, not the exact 100T–120T blade specification for every 250–300 mm aluminum-cutting application. ↩
"Research on brazing process control describes joint quality as sensitive to heating conditions and process parameters, supporting the general claim that less controlled brazing can produce weaker or less uniform joints. Evidence role: mechanism; source type: paper. Supports: Manual brazing can lead to uneven heat distribution and weak tooth joints.. Scope note: The source may address brazing principles generally rather than circular saw blade tooth brazing specifically. ↩
"Cemented carbide - Wikipedia", https://en.wikipedia.org/wiki/Cemented_carbide. Technical references describe cemented carbide cutting tips as commonly based on tungsten carbide particles bonded with a metal binder, supporting the statement that tungsten is central to carbide-tipped saw blades. Evidence role: definition; source type: encyclopedia. Supports: Tungsten is a core constituent of the carbide tips used on many saw blades.. Scope note: The support applies to common tungsten-carbide tipped blades; some specialized cutting tools may use other carbide or ceramic formulations. ↩