







Stoppen Sie Stillstandzeiten am Fließband mit dem richtigen DIN-Bit.
Als Beschaffungsmanager oder leitender Ingenieur im Bereich der industriellen Beschläge wissen Sie, dass es bei der Auswahl des richtigen Bohrers um mehr geht als nur um den Lochdurchmesser. Sie wirkt sich direkt auf die Produktionseffizienz und die Werkzeugkosten aus. In einer komplexen globalen Lieferkette reicht es nicht aus, über "Bohrer" Bescheid zu wissen. Sie müssen die Feinheiten der DIN-Normen beherrschen, um sicherzustellen, dass Sie die haltbarsten und geeignetsten Schneidlösungen für hochbelastete Bearbeitungsumgebungen spezifizieren. Dieser Leitfaden entschlüsselt die vier Kernnormen, damit Sie bei Ihrer nächsten Großbestellung den besten ROI erzielen können.
Wir sind ein direkter Hersteller von DIN-Norm-Bohrern und produzieren DIN 338, DIN 1897, DIN 340 und DIN 345 in HSS, Kobalt und Hartmetall. Wir gewährleisten die vollständige Einhaltung der Maßtoleranzen und Materialspezifikationen für industrielle Produktionslinien.

Ich weiß, dass eine falsche Werkzeugspezifikation eine Produktionslinie stoppen und mehr kosten kann. Deshalb legen wir großen Wert auf die strikte Einhaltung der DIN-Normen und eine gleichbleibende Qualität bei jeder Charge. Lassen Sie mich die technischen Unterschiede erklären und wie unsere Fertigung Ihre Lieferkette unterstützt.
Verständnis der DIN-Normen im industriellen Bohrbetrieb
In der industriellen Bohrtechnik sind DIN-Normen nicht nur Maßvorgaben. Sie sind die universelle Sprache, die Austauschbarkeit und Qualitätskonsistenz in globalen Fertigungsnetzwerken garantiert.
Sie müssen die richtige DIN-Norm angeben, um die Kompatibilität der Werkzeuge und eine vorhersehbare Leistung zu gewährleisten. DIN 338, 1897, 340 und 345 dienen je nach Bohrungstiefe, Material und Maschinentyp einem bestimmten Zweck.
Wenn Sie die falsche Norm wählen, riskieren Sie Werkzeugbruch, schlechte Lochqualität oder Maschinenschäden. Wir helfen Ihnen, die richtige Geometrie für Ihre Produktionsanforderungen zu finden.
Die Bedeutung einer strikten Standardisierung für globale Lieferketten
Die Einhaltung der strengen DIN-Normen Prozess:
- Absolute Kompatibilität: Standardisierte Schäfte und Längen1 gewährleisten eine nahtlose Integration mit CNC-Maschinen und Bohrmaschinen weltweit.
- Vorhersagbare Standzeit: Geregelte Nutengeometrien und Wärmebehandlungsspezifikationen liefern genaue Daten zur Berechnung der Produktionsstückkosten.
- Minimierung von Kommunikationsfehlern: Eine einzige DIN-Nummer ersetzt langwierige Spezifikationsdokumente und verringert das Risiko von Fehlinterpretationen bei grenzüberschreitenden Beschaffungen.
Übersicht über HSS-Werkzeugspezifikationen und Werkstoffsorten
Das Material bestimmt die Leistung. Bei der Bewertung von DIN-Bohrern sollten Sie diese HSS-Sorten berücksichtigen:
| Klasse | Beschreibung | Beste Anwendung |
|---|---|---|
| HSS-R | Gewalzt, wirtschaftlich | Standardstahl, allgemeine Bauarbeiten |
| HSS-G | Vollständig geschliffen, präzise | Mittlere bis gehobene Fertigung, automatisierte Linien |
| HSS-Co 5% (M35) | Kobaltlegiert, hohe Hitzebeständigkeit | Rostfreier Stahl, hochfeste Legierungen |
| HSS-Co 8% (M42) | Maximale Warmhärte | Werkstoffe für die Luft- und Raumfahrt, Titanlegierungen |
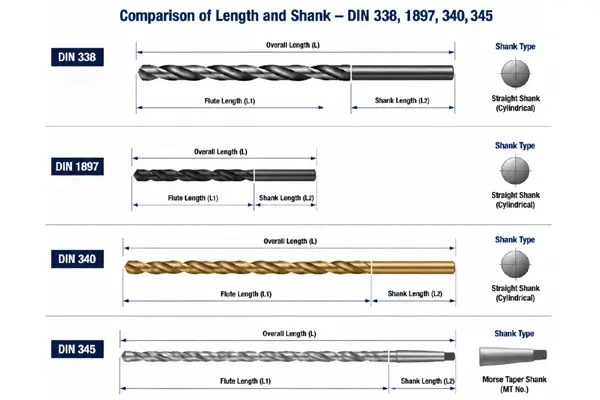
Die wichtigsten technischen Unterschiede zwischen DIN 338, 1897, 340 und 345
Um zu verstehen, wie diese Spezifikationen in der Fabrik funktionieren, müssen wir ihre geometrischen Strukturen und physikalischen Fähigkeiten vergleichen.
DIN 338: Der Industriestandard für Bohrkronen
DIN 338 ist der universell einsetzbare "Alleskönner" für Ihren Werkzeugbestand.
- Geometrie: Die Norm DIN 338 bietet eine optimale Balance zwischen Steifigkeit und praktischer Bohrtiefe2.
- Anwendungen: Weit verbreitet in tragbaren Elektrowerkzeugen und stationären Bohrpressen für Metallplatten mittlerer Dicke.
- Beratung bei der Beschaffung: Ein wichtiger Artikel für MRO. Bevorzugen Sie HSS-G-Sorten, um die Vielseitigkeit der Produktionslinie zu maximieren.
DIN 1897: Stumpfe Fräser für die Hochfestigkeits-Bearbeitung
Die DIN 1897 ist unverzichtbar, wenn eine absolute Positionsgenauigkeit erforderlich ist.
- Geometrie: Die ultrakurze "Stummel"-Länge reduziert die Hebelwirkung und bietet eine außergewöhnliche Biege- und Durchbiegesicherheit.
- Anwendungen: Ideal für Drehautomaten und CNC-Bearbeitungszentren. Es eliminiert effektiv das "Wandern" des Bohrers beim Bohren von flachen Löchern.
- Vorteil: Äußerst stabil bei hohen Drehzahlen, perfekt für Hochfrequenzbetriebe wie die Fertigung von Automobilkomponenten.
DIN 340: Langserienbohrer optimiert für Tieflochbohren
Entwickelt, um mehrschichtige Materialien oder tiefe Kavitäten zu erreichen.
- Geometrie: Deutlich größere Gesamt- und Spannutenlängen im Vergleich zu DIN 338, die typischerweise für Bohrungen mit mehr als dem fünffachen Bohrdurchmesser verwendet werden.
- Anwendungshinweis: Verlängerte Spannuten verringern die Steifigkeit. Die Bediener müssen für eine ordnungsgemäße Spanabfuhr das Tieflochbohren verwenden.
- Schwerpunkt Beschaffung: Vorrangig ist eine hohe Materialzähigkeit, um Werkzeugbrüche tief im Werkstück zu verhindern.
DIN 345: Morsekegel-Schaftbohrer für die Schwerindustrie
Entwickelt für Löcher mit großem Durchmesser und schwere Maschinen.
- Geometrie: Verfügt über einen Morsekegel-Schaft (MT1 bis MT6), der direkt mit der Maschinenspindel verbunden werden kann, ohne dass ein Spannfutter benötigt wird, und ermöglicht so eine hervorragende Drehmomentübertragung.
- Anwendungen: Schwermaschinenbau, Schiffbau und großer Hochbau.
- Schlüsselmetriken: Achten Sie auf die Schaftpräzision und eine gleichmäßige Wärmebehandlung, um Verbrennungen bei Anwendungen mit hohen Drehmomenten und niedrigen Drehzahlen zu vermeiden.
Kernparameter-Vergleichstabelle
| Merkmal | DIN 1897 | DIN 338 | DIN 340 | DIN 345 |
|---|---|---|---|---|
| Allgemeiner Name | Stummel Länge | Standardlänge | Lange Reihe | Morsekegel-Schaft |
| Länge Kategorie | Extra kurz | Standard | Erweitert | Großer Kegel |
| Steifigkeit | Maximum | Mittel | Unter | Hoch (wegen des Schaftes) |
| Primäre Anwendung | Flache Löcher, CNC | Allgemeine Fertigung | Tieflochbohren | Großer Durchmesser, schwere Ausführung |
| Schaft-Typ | Gerade | Gerade | Gerade | Morsekegel |
Auswahl des optimalen DIN-Bohrers für die Großserienproduktion
Ihr Ziel ist es, Qualität, Effizienz und Kosten in Einklang zu bringen. Die richtige Geometrie und Beschichtung kann die Lebensdauer der Werkzeuge drastisch verlängern und die Ausfallzeiten der Produktionslinie reduzieren.
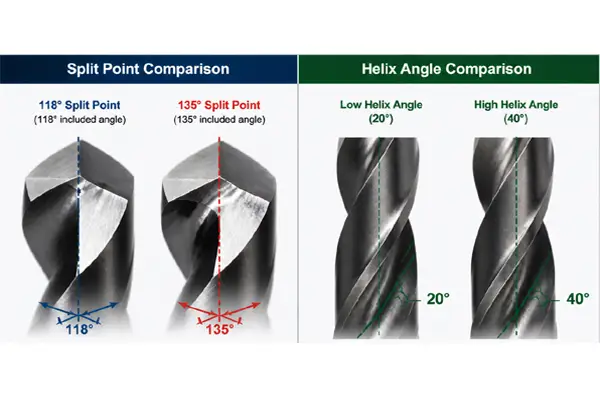
Sie müssen den Spitzenwinkel und den Spiralwinkel auf Ihr Werkstückmaterial abstimmen. Eine um 135° geteilte Spitze verringert das Wandern bei harten Stählen, während eine schnelle Spirale Späne in weichen Materialien wie Aluminium abträgt.
Die richtige Auswahl der Geometrie schützt Ihren Produktionsfluss. Wir bieten Ihnen eine technische Anleitung, damit Sie mit Zuversicht bestellen und Versuch und Irrtum auf ein Minimum reduzieren können.
Anpassung der Werkzeuggeometrie an spezifische Werkstückmaterialien
- Punkt-Winkel:
- 118°: Geeignet für Standardstähle und Gusseisen für allgemeine Zwecke.
- 135° mit geteilter Spitze3: Unverzichtbar für harte Materialien wie Edelstahl; sorgt für Selbstzentrierung und reduziert den Vorschubdruck.
- Helix-Winkel:
- Typ N (Standard): Ideal für allgemeine Bearbeitungen.
- Typ H (Langsame Spirale): Entwickelt für harte, spröde Materialien.
- Typ W (Schnelle Spirale): Entwickelt für weiche, klebrige Materialien wie Aluminium und Kupfer für schnelle Spanabfuhr.
Maximierung der Werkzeugstandzeit und Minimierung der Ausfallzeiten an der Montagelinie
Häufige Werkzeugwechsel schaden der Effizienz. Achten Sie auf moderne Beschichtungen:
- TiN (Titanium Nitride): Erhöht die Oberflächenhärte und verringert die Reibung beim allgemeinen Schneiden.
- TiAlN (Titan-Aluminium-Nitrid): Außergewöhnliche Wärmebeständigkeit, ideal für Trockenbearbeitung oder Hochgeschwindigkeitsanwendungen.
Professionelle Qualitätskontrolle: B2B-Einkaufsleiter müssen aufpassen
Überprüfen Sie bei der Überprüfung einer Fabrik diese drei Säulen der Qualitätskontrolle:
- Radialschlagprüfung: Stellen Sie sicher, dass Rundlauffehler bei jeder Produktionscharge innerhalb der Mikrometer-Toleranzen bleiben.
- Gleichmäßigkeit der Härte: Die Härteverteilung von der Spitze bis zum Schaft muss der DIN 1414 entsprechen, um spröde Schäfte oder weiche Schneidkanten zu vermeiden.
- Oberfläche: Die Rauheit der geschliffenen Spannuten bestimmt direkt die Geschwindigkeit und Effizienz der Spanabfuhr.
FAQ: Häufig gestellte Fragen für B2B-Einkäufer
1. Warum wird die DIN 1897 der DIN 338 für Hartmetalle vorgezogen?
Die DIN 1897 hat eine viel kürzere Spannut und Gesamtlänge, was zu einer höheren Biegesteifigkeit führt. Beim Schneiden harter Materialien widersteht der Meißel der Durchbiegung und dem Rattern, wodurch die Rundheit der Bohrung und die Oberflächengüte verbessert werden.
2. Woher weiß ich, ob ich Cobalt-Bohrer (M35) brauche?
Wenn Sie rostfreien Stahl 304 oder 316 oder Materialien über 35 HRC bearbeiten, nutzen sich Standard-HSS-Bits schnell ab. Eine 5% Kobalt (M35) Legierung ist für einen dauerhaften Betrieb erforderlich.
3. Können DIN 345 Morsekegel-Bits mit Standard-Backenfuttern verwendet werden?
Sie wird nicht empfohlen. DIN 345-Bits übertragen das Drehmoment durch den Kegelreibsitz. Wenn Ihre Maschine nur Futter mit geraden Backen verwendet, bestellen Sie stattdessen Bits mit geradem Schaft und großem Durchmesser.
4. Sind Ihre DIN-Bohrer mit der britischen Norm kompatibel?
Ja. Die DIN-Normen stimmen mit den entsprechenden ISO-Maßstäben überein. Unsere Werkzeuge entsprechen den Beschaffungsanforderungen der britischen Fertigungssektoren.
5. Kann ich verschiedene DIN-Normen in einer Bestellung kombinieren?
Ja. Wir können eine Mischung aus DIN 338, 1897, 340 und 345 in einem einzigen Auftrag herstellen. So können Sie Ihren Bestand konsolidieren und die Versandkosten senken.
6. Wie sieht Ihr Qualitätskontrollverfahren für DIN-Bohrer aus?
Wir folgen einem mehrstufigen Qualitätssicherungsprozess: Materialeingangsprüfung, CNC-Überwachung während des Prozesses, optische Komparatorprüfungen für die Geometrie, Härteprüfung und ein abschließendes Audit vor der Auslieferung.
Schlussfolgerung
Die Wahl des richtigen DIN-Bohrers gibt Ihnen Sicherheit für Ihren Produktionsablauf. DIN 1897 sorgt für Stabilität, DIN 338 für Vielseitigkeit, DIN 340 für Tiefe und DIN 345 für Schwerindustrie. Gehen Sie eine Partnerschaft mit einem Hersteller ein, der bei jeder Bestellung Präzision und Konsistenz gewährleistet.
"DIN 338 - Was bedeutet das?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. DIN/ISO-Abmessungsnormen für Spiralbohrer legen Parameter wie Durchmesser, Gesamtlänge, Spannutlänge und Schaftform fest und unterstützen die Behauptung, dass normgerechte Bohrer für die Austauschbarkeit mit kompatiblen Geräten ausgelegt sind. Beweiskraft: Definition; Quellenart: Institution. Unterstützt: Standardisierte Schäfte und Längen tragen dazu bei, die Kompatibilität mit CNC-Maschinen und Bohrpressen zu gewährleisten. Anmerkung zum Umfang: Dies unterstützt prinzipiell die maßliche Kompatibilität, beweist aber nicht die universelle Passung mit jeder CNC-Maschine oder Bohrmaschinen-Konfiguration weltweit. ↩
"DIN 338 - Was bedeutet das?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. Die DIN 338-Spezifikation definiert die Geometrie eines Spiralbohrers mit kurzer Bohrerlänge, einschließlich der Maßverhältnisse wie Gesamtlänge und Spannutlänge; dies unterstützt die Beschreibung der DIN 338 als eine Geometrie, die Steifigkeit mit nutzbarer Bohrtiefe kombinieren soll. Nachweisfunktion: Definition; Quellenart: Institution. Unterstützt: Die Norm DIN 338 bietet ein optimales Gleichgewicht zwischen Steifigkeit und nutzbarer Bohrtiefe. Anmerkung zum Umfang: Die Norm kann die Geometrie dokumentieren, aber sie beweist nicht direkt, dass das Gleichgewicht “optimal” ist, was ein wertendes technisches Urteil ist. ↩
"Machining and Grinding of Ultrahigh-Strength Steels and Stainless ...", https://adsabs.harvard.edu/full/1968NASSP5084.....O. In technischen und zerspanungstechnischen Fachbüchern wird die Geometrie des 135°-Spiralbohrers allgemein als nützlich für härtere Werkstoffe bezeichnet, da sie die Zentrierung verbessert und die Schubkraft im Vergleich zu herkömmlichen Spitzen verringern kann. Rolle des Nachweises: Mechanismus; Quellentyp: Ausbildung. Unterstützt: Ein 135°-Spiralbohrer wird für harte Werkstoffe wie rostfreien Stahl verwendet, weil er sich selbst zentriert und den Vorschubdruck reduziert. Hinweis zum Umfang: Die Quelle sollte zur Untermauerung des mechanischen Grundprinzips und der allgemeinen Anwendung herangezogen werden; sie kann nicht beweisen, dass die Geometrie für jeden Bohrvorgang in rostfreiem Stahl wesentlich ist. ↩