







Stop assembly line downtime with the right DIN bit.
As a procurement manager or senior engineer in the industrial hardware sector, you understand that selecting the right drill bit is about more than just hole diameter. It directly impacts production efficiency and tooling costs. In a complex global supply chain, knowing about "drill bits" is not enough. You must master the nuances of DIN standards to ensure you specify the most durable and appropriate cutting solutions for high-load machining environments. This guide decodes the four core standards to help you secure the best ROI on your next bulk order.
We are a direct manufacturer of DIN standard drill bits, producing DIN 338, DIN 1897, DIN 340, and DIN 345 in HSS, Cobalt, and Carbide. We ensure full compliance with dimensional tolerances and material specifications for industrial production lines.

I know that a wrong tool specification can stop a production line and cost more. That's why we focus on strict adherence to DIN standards and consistent quality across every batch. Let me explain the technical differences and how our manufacturing supports your supply chain.
Understanding DIN Standards in Industrial Drilling Operations
In industrial drilling, DIN standards are not just dimensional guidelines. They are the universal language that guarantees interchangeability and quality consistency across global manufacturing networks.
You must specify the correct DIN standard to ensure tool compatibility and predictable performance. DIN 338, 1897, 340, and 345 each serve a distinct purpose based on hole depth, material, and machine type.
Choosing the wrong standard means risking tool breakage, poor hole quality, or machine damage. We help you match the right geometry to your production needs.
The Importance of Strict Standardisation for Global Supply Chains
Adhering to strict DIN standards process:
- Absolute Compatibility: Standardised shanks and lengths1 ensure seamless integration with CNC machines and drill presses worldwide.
- Predictable Tool Life: Regulated flute geometries and heat-treatment specs provide accurate data for calculating unit production costs.
- Minimised Communication Errors: A single DIN number replaces lengthy specification documents, reducing the risk of misinterpretation in cross-border procurement.
Overview of HSS Tool Specifications and Material Grades
Material dictates performance. When evaluating DIN drill bits, assess these HSS grades:
| Grade | Description | Best Application |
|---|---|---|
| HSS-R | Rolled, economical | Standard steel, general structural work |
| HSS-G | Fully ground, precise | Mid-to-high-end manufacturing, automated lines |
| HSS-Co 5% (M35) | Cobalt alloyed, high heat resistance | Stainless steel, high-tensile alloys |
| HSS-Co 8% (M42) | Maximum hot hardness | Aerospace materials, titanium alloys |
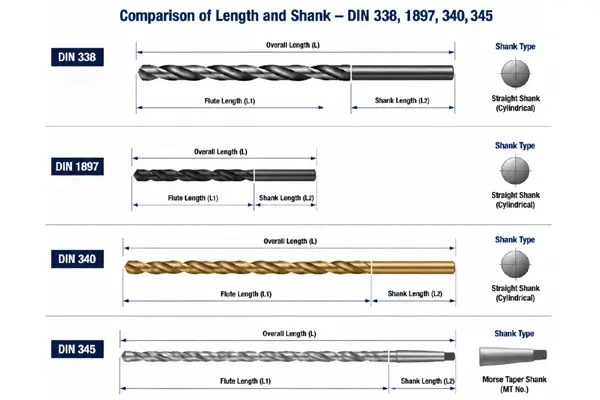
Key Technical Differences Between DIN 338, 1897, 340, and 345
To understand how these specifications perform on the factory, we must compare their geometric structures and physical capabilities.
DIN 338: The Industry Standard Drill Bits
DIN 338 is the universally stocked "all-rounder" for your tooling inventory.
- Geometry: The DIN 338 standard offers an optimal balance between rigidity and practical drilling depth2.
- Applications: Widely used in both portable power tools and stationary drill presses for medium-thickness metal plates.
- Procurement Advice: A core item for MRO. Prioritise HSS-G grades to maximise production line versatility.
DIN 1897: Stub Length Bits for High-Rigidity Machining
DIN 1897 is essential when absolute positional accuracy is required.
- Geometry: The ultra-short "stub" length reduces leverage, providing exceptional resistance to bending and deflection.
- Applications: Ideal for automatic lathes and CNC machining centres. It effectively eliminates bit "walking" in shallow hole drilling.
- Advantage: Extremely stable at high RPMs, perfect for high-frequency operations like automotive component manufacturing.
DIN 340: Long Series Bits Optimised for Deep Hole Drilling
Engineered to provide reach for multi-layered materials or deep cavities.
- Geometry: Significantly longer overall and flute lengths compared to DIN 338, typically used for holes exceeding five times the drill diameter.
- Application Note: Extended flutes reduce rigidity. Operators must use peck drilling for proper chip evacuation.
- Procurement Focus: Prioritise high material toughness to prevent tool breakage deep in the workpiece.
DIN 345: Morse Taper Shank Bits for Heavy-Duty Manufacturing
Designed for large-diameter holes and heavy machinery.
- Geometry: Features a Morse Taper (MT1 to MT6) shank that connects directly to the machine spindle without a chuck, enabling superior torque transmission.
- Applications: Heavy equipment manufacturing, shipbuilding, and large-scale structural engineering.
- Key Metrics: Pay close attention to shank precision and uniform heat treatment to prevent burning during high-torque, low-speed applications.
Core Parameter Comparison Table
| Feature | DIN 1897 | DIN 338 | DIN 340 | DIN 345 |
|---|---|---|---|---|
| Common Name | Stub Length | Standard Length | Long Series | Morse Taper Shank |
| Length Category | Extra Short | Standard | Extended | Large Taper |
| Rigidity | Maximum | Medium | Lower | High (due to shank) |
| Primary Application | Shallow holes, CNC | General manufacturing | Deep hole drilling | Large diameter, heavy duty |
| Shank Type | Straight | Straight | Straight | Morse Taper |
Selecting the Optimal DIN Drill Bit for High-Volume Production
Your goal is to balance quality, efficiency, and cost. The right geometry and coating can dramatically extend tool life and reduce line downtime.
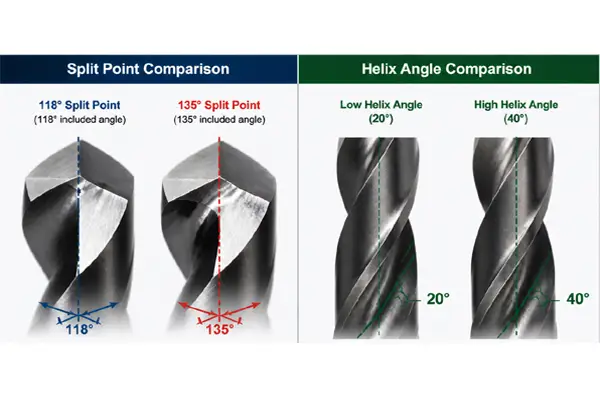
You must match point angle and helix angle to your workpiece material. A 135° split point reduces walking on hard steels, while a fast spiral clears chips in soft materials like aluminum.
Correct geometry selection protects your production flow. We provide technical guidance so you can order with confidence and minimize trial-and-error.
Matching Tool Geometry to Specific Workpiece Materials
- Point Angle:
- 118°: Suitable for general-purpose standard steels and cast iron.
- 135° with Split Point3: Essential for hard materials like stainless steel; provides self-centering and reduces feed pressure.
- Helix Angle:
- Type N (Standard): Ideal for general-purpose machining.
- Type H (Slow Spiral): Designed for hard, brittle materials.
- Type W (Fast Spiral): Engineered for soft, sticky materials like aluminum and copper for rapid chip clearance.
Maximising Tool Life and Minimising Assembly Line Downtime
Frequent tool changes hurt efficiency. Look for advanced coatings:
- TiN (Titanium Nitride): Increases surface hardness and reduces friction for general cutting.
- TiAlN (Titanium Aluminum Nitride): Exceptional thermal resistance, ideal for dry machining or high-speed applications.
Professiona Quality Control: B2B Purchasing Managers Must Notice
When auditing a factory, verify these three pillars of quality control:
- Radial Runout Testing: Ensure concentricity errors stay within micrometer tolerances across every production batch.
- Hardness Uniformity: Hardness distribution from tip to shank must comply with DIN 1414, preventing brittle shanks or soft cutting edges.
- Surface Finish: The roughness of ground flutes directly dictates chip evacuation speed and efficiency.
FAQ: Frequently Asked Questions for B2B Buyers
1. Why is DIN 1897 preferred over DIN 338 for hard metals?
DIN 1897 has a much shorter flute and overall length, resulting in higher bending stiffness. When cutting hard materials, the bit resists deflection and chatter, improving hole roundness and surface finish.
2. How do I know if I need Cobalt (M35) drill bits?
If you process 304 or 316 stainless steel, or materials over 35 HRC, standard HSS bits will wear out quickly. A 5% Cobalt (M35) alloy is required for sustained operation.
3. Can DIN 345 Morse Taper bits be used with standard jaw chucks?
It is not recommended. DIN 345 bits transmit torque through the taper friction fit. If your machine only uses straight jaw chucks, order large-diameter straight shank bits instead.
4. Do your DIN drill bits meet British standard compatibility?
Yes. DIN standards align with equivalent ISO metrics. Our tooling complies with the procurement requirements of UK manufacturing sectors.
5. Can I combine different DIN standards in one order?
Yes. We can produce a mix of DIN 338, 1897, 340, and 345 in a single order. This helps you consolidate inventory and reduce shipping costs.
6. What is your quality control process for DIN drill bits?
We follow a multi-step QC process: incoming material testing, in-process CNC monitoring, optical comparator checks for geometry, hardness testing, and a final pre-shipment audit.
Conclusion
Specifying the correct DIN standard drill bit adds certainty to your production workflow. DIN 1897 delivers stability, DIN 338 provides versatility, DIN 340 handles depth, and DIN 345 serves heavy industry. Partner with a manufacturer that delivers precision and consistency on every order.
"DIN 338 – What does it mean?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. DIN/ISO dimensional standards for twist drills specify parameters such as diameter, overall length, flute length, and shank form, supporting the claim that standard-compliant drills are designed for interchangeability with compatible equipment. Evidence role: definition; source type: institution. Supports: Standardised shanks and lengths help ensure compatibility with CNC machines and drill presses.. Scope note: This supports dimensional compatibility in principle, but does not prove universal fit with every CNC machine or drill press configuration worldwide. ↩
"DIN 338 – What does it mean?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. The DIN 338 specification defines a short/jobber-length twist drill geometry, including dimensional relationships such as overall length and flute length; this supports the description of DIN 338 as a geometry intended to combine stiffness with usable drilling depth. Evidence role: definition; source type: institution. Supports: The DIN 338 standard offers an optimal balance between rigidity and practical drilling depth.. Scope note: The standard can document the geometry, but it does not directly prove that the balance is “optimal,” which is an evaluative engineering judgment. ↩
"Machining and Grinding of Ultrahigh-Strength Steels and Stainless ...", https://adsabs.harvard.edu/full/1968NASSP5084.....O. Engineering and machining references commonly identify 135° split-point drill geometry as useful for harder work materials because it improves centering and can reduce thrust force compared with conventional points. Evidence role: mechanism; source type: education. Supports: A 135° split-point drill is used for hard materials such as stainless steel because it self-centers and reduces feed pressure.. Scope note: The source should be used to support the mechanical rationale and common application; it may not prove the geometry is essential for every stainless-steel drilling operation. ↩