







Остановите простои на сборочной линии с помощью правильного сверла DIN.
Будучи менеджером по закупкам или старшим инженером в секторе промышленного оборудования, вы понимаете, что выбор правильного сверла - это не только диаметр отверстия. Он напрямую влияет на эффективность производства и затраты на оснастку. В сложной глобальной цепочке поставок недостаточно знать, что такое "сверло". Вы должны знать все тонкости стандартов DIN, чтобы выбрать наиболее прочные и подходящие режущие инструменты для обработки в условиях высоких нагрузок. Это руководство расшифровывает четыре основных стандарта, чтобы помочь вам обеспечить наилучшую рентабельность инвестиций при следующем оптовом заказе.
Мы являемся прямым производителем сверл стандарта DIN, выпускаем сверла DIN 338, DIN 1897, DIN 340 и DIN 345 из быстрорежущей стали, кобальта и твердого сплава. Мы обеспечиваем полное соблюдение допусков на размеры и спецификаций материалов для промышленных линий.

Я знаю, что неправильная спецификация инструмента может остановить производственную линию и обойтись дороже. Именно поэтому мы уделяем особое внимание строгому соблюдению стандартов DIN и стабильному качеству каждой партии. Позвольте мне объяснить технические различия и то, как наше производство поддерживает вашу цепочку поставок.
Понимание стандартов DIN при промышленном бурении
В промышленном бурении стандарты DIN - это не просто рекомендации по размерам. Это универсальный язык, гарантирующий взаимозаменяемость и постоянство качества в глобальных производственных сетях.
Чтобы обеспечить совместимость инструментов и предсказуемость работы, необходимо указать правильный стандарт DIN. Стандарты DIN 338, 1897, 340 и 345 служат для различных целей в зависимости от глубины отверстия, материала и типа станка.
Выбор неправильного стандарта означает риск поломки инструмента, низкого качества отверстий или повреждения станка. Мы поможем вам подобрать правильную геометрию в соответствии с вашими производственными потребностями.
Важность строгой стандартизации для глобальных цепочек поставок
Соблюдение строгих стандартов DIN:
- Абсолютная совместимость: Стандартные хвостовики и длины1 обеспечивают бесшовную интеграцию со станками с ЧПУ и сверлильными прессами по всему миру.
- Предсказуемый срок службы инструмента: Регламентированные геометрии флейты и спецификации термообработки обеспечивают точные данные для расчета себестоимости единицы продукции.
- Минимизация ошибок при общении: Единый номер DIN заменяет длинные документы со спецификациями, снижая риск неправильного толкования при трансграничных закупках.
Обзор спецификаций инструментов из быстрорежущей стали и марок материалов
Материал диктует производительность. При оценке сверл DIN обратите внимание на эти марки быстрорежущей стали:
| Класс | Описание | Лучшее приложение |
|---|---|---|
| HSS-R | Прокатный, экономичный | Стандартная сталь, общие конструкционные работы |
| HSS-G | Полностью заземленный, точный | Средне- и высокотехнологичное производство, автоматизированные линии |
| HSS-Co 5% (M35) | Кобальтовый сплав, высокая термостойкость | Нержавеющая сталь, высокопрочные сплавы |
| HSS-Co 8% (M42) | Максимальная горячая твердость | Аэрокосмические материалы, титановые сплавы |
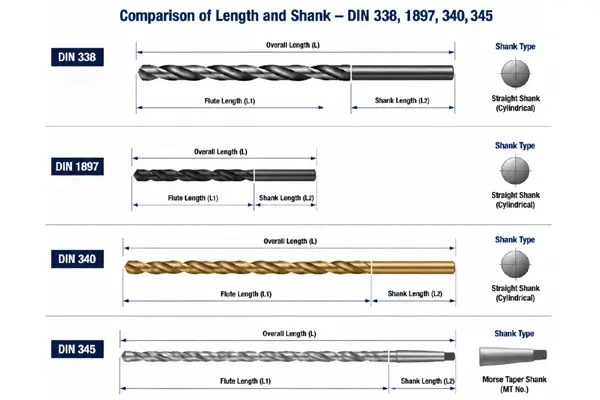
Основные технические различия между DIN 338, 1897, 340 и 345
Чтобы понять, как эти спецификации работают на фабрике, мы должны сравнить их геометрические структуры и физические возможности.
DIN 338: Промышленный стандарт сверл
DIN 338 - это универсальное средство для хранения инструмента.
- Геометрия: Стандарт DIN 338 предлагает оптимальный баланс между жесткостью и практической глубиной сверления2.
- Приложения: Широко используется как в портативных электроинструментах, так и в стационарных сверлильных станках для обработки металлических листов средней толщины.
- Консультации по закупкам: Основной предмет для ТОиР. Отдайте предпочтение маркам HSS-G, чтобы максимально повысить универсальность производственной линии.
DIN 1897: Сверла для высокопрочной обработки
DIN 1897 необходим, когда требуется абсолютная точность позиционирования.
- Геометрия: Ультракороткая длина "стержня" уменьшает усилие, обеспечивая исключительную устойчивость к изгибу и прогибу.
- Приложения: Идеально подходит для токарных автоматов и обрабатывающих центров с ЧПУ. Эффективно устраняет "гуляние" долота при сверлении неглубоких отверстий.
- Преимущество: Чрезвычайно устойчив на высоких оборотах, идеально подходит для высокочастотных операций, таких как производство автомобильных компонентов.
DIN 340: долота длинной серии, оптимизированные для бурения глубоких скважин
Спроектирован так, чтобы обеспечить доступ к многослойным материалам или глубоким полостям.
- Геометрия: Значительно большая общая длина и длина флейты по сравнению с DIN 338, обычно используется для отверстий, превышающих пятикратный диаметр сверла.
- Примечание по применению: Удлиненные флейты снижают жесткость. Операторы должны использовать пековое сверление для надлежащего отвода стружки.
- Занимайтесь закупками: Приоритет отдается высокой прочности материала для предотвращения поломки инструмента в глубине заготовки.
DIN 345: Сверла с коническим хвостовиком Морзе для тяжелого производства
Предназначен для отверстий большого диаметра и тяжелого оборудования.
- Геометрия: Хвостовик с конусом Морзе (MT1 - MT6), который соединяется непосредственно со шпинделем станка без патрона, обеспечивая превосходную передачу крутящего момента.
- Приложения: Производство тяжелого оборудования, судостроение и крупномасштабное структурное проектирование.
- Ключевые метрики: Уделяйте пристальное внимание точности хвостовика и равномерной термообработке, чтобы предотвратить обгорание при работе с высоким крутящим моментом и низкой скоростью.
Сравнительная таблица параметров ядра
| Характеристика | DIN 1897 | DIN 338 | DIN 340 | DIN 345 |
|---|---|---|---|---|
| Общее название | Длина шлейфа | Стандартная длина | Длинная серия | Конический хвостовик Морзе |
| Длина Категория | Очень короткий | Стандарт | Расширенный | Большой конус |
| Жесткость | Максимальный | Средний | Нижний | Высокая (из-за хвостовика) |
| Первичное применение | Неглубокие отверстия, ЧПУ | Общее производство | Глубокое бурение | Большой диаметр, тяжелые условия эксплуатации |
| Тип хвостовика | Прямой | Прямой | Прямой | Конус Морзе |
Выбор оптимального сверла DIN для крупносерийного производства
Ваша цель - сбалансировать качество, эффективность и стоимость. Правильно подобранная геометрия и покрытие могут значительно продлить срок службы инструмента и сократить время простоя линии.
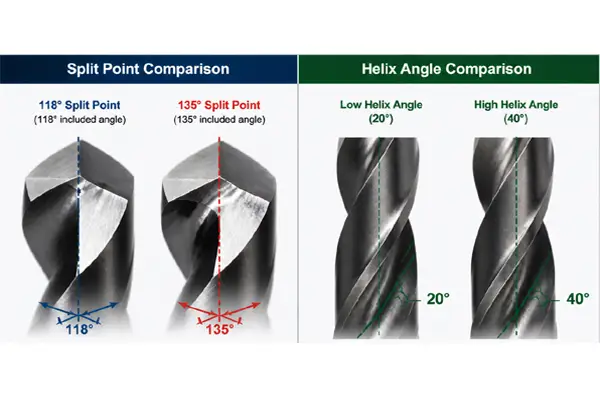
Вы должны подобрать угол острия и угол спирали в соответствии с материалом заготовки. Острие с углом раздвоения 135° уменьшает гуляние на твердых сталях, а быстрая спираль очищает от стружки мягкие материалы, например алюминий.
Правильный выбор геометрии защитит ваш производственный процесс. Мы предоставляем технические рекомендации, чтобы вы могли с уверенностью заказывать и свести к минимуму количество проб и ошибок.
Подбор геометрии инструмента под конкретные материалы заготовки
- Угол точки:
- 118°: Подходит для стандартных сталей и чугуна общего назначения.
- 135° с точкой разделения3: Незаменим при работе с твердыми материалами, такими как нержавеющая сталь; обеспечивает самоцентрирование и снижает давление подачи.
- Угол спирали:
- Тип N (стандартный): Идеально подходит для обработки деталей общего назначения.
- Тип H (медленная спираль): Предназначен для твердых, хрупких материалов.
- Тип W (быстрая спираль): Разработано для мягких, липких материалов, таких как алюминий и медь, для быстрого удаления стружки.
Увеличение срока службы инструмента и сокращение времени простоя сборочной линии
Частая смена инструментов снижает эффективность. Ищите современные покрытия:
- TiN (нитрид титана): Повышает твердость поверхности и снижает трение для общего резания.
- TiAlN (нитрид титана и алюминия): Исключительная термостойкость, идеально подходит для сухой обработки и высокоскоростных применений.
Профессиональный контроль качества: Менеджеры по закупкам B2B должны обратить внимание
При проведении аудита фабрики проверьте эти три столпа контроля качества:
- Испытание на радиальное биение: Убедитесь, что погрешности концентричности остаются в пределах микрометровых допусков в каждой производственной партии.
- Равномерность твердости: Распределение твердости от кончика к хвостовику должно соответствовать стандарту DIN 1414, что предотвращает появление хрупких хвостовиков или мягких режущих кромок.
- Отделка поверхности: Шероховатость шлифованных фрез напрямую определяет скорость и эффективность отвода стружки.
FAQ: Часто задаваемые вопросы для покупателей B2B
1. Почему DIN 1897 предпочтительнее DIN 338 для твердых металлов?
DIN 1897 имеет значительно меньшую длину флейты и общую длину, что обеспечивает более высокую жесткость на изгиб. При резке твердых материалов сверло противостоит отклонению и разболтанности, улучшая округлость отверстия и качество обработки поверхности.
2. Как узнать, нужны ли мне сверла из кобальта (M35)?
Если вы обрабатываете нержавеющую сталь 304 или 316, а также материалы с твердостью свыше 35 HRC, стандартные сверла из быстрорежущей стали будут быстро изнашиваться. Для продолжительной работы требуется кобальтовый сплав 5% (M35).
3. Можно ли использовать конические сверла DIN 345 Morse Taper со стандартными зажимными патронами?
Не рекомендуется. Сверла DIN 345 передают крутящий момент через конусную фрикционную посадку. Если на вашем станке используются только патроны с прямыми губками, закажите вместо них биты с прямым хвостовиком большого диаметра.
4. Соответствуют ли сверла DIN британскому стандарту?
Да. Стандарты DIN соответствуют эквивалентным показателям ISO. Наша оснастка соответствует требованиям к закупкам в производственных отраслях Великобритании.
5. Могу ли я объединить в одном заказе разные стандарты DIN?
Да. Мы можем изготовить смесь DIN 338, 1897, 340 и 345 в одном заказе. Это поможет вам консолидировать запасы и сократить расходы на доставку.
6. Каков ваш процесс контроля качества для сверл DIN?
Мы придерживаемся многоступенчатого процесса контроля качества: тестирование входящих материалов, контроль ЧПУ в процессе производства, проверка геометрии оптическим компаратором, испытание на твердость и финальный аудит перед отгрузкой.
Заключение
Правильный выбор сверла по стандарту DIN вносит уверенность в производственный процесс. DIN 1897 обеспечивает стабильность, DIN 338 - универсальность, DIN 340 - глубину, а DIN 345 - тяжелую промышленность. Сотрудничайте с производителем, который обеспечивает точность и последовательность в каждом заказе.
"DIN 338 - что это значит?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. Стандарты DIN/ISO на размеры спиральных сверл определяют такие параметры, как диаметр, общая длина, длина флейты и форма хвостовика, что подтверждает утверждение о том, что сверла, соответствующие стандартам, предназначены для взаимозаменяемости с совместимым оборудованием. Роль доказательства: определение; тип источника: учреждение. Поддерживает: Стандартизированные хвостовики и длины помогают обеспечить совместимость со станками с ЧПУ и сверлильными прессами. Примечание: Это подтверждает совместимость размеров в принципе, но не доказывает универсальность для всех станков с ЧПУ или сверлильных прессов в мире. ↩
"DIN 338 - что это значит?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. Спецификация DIN 338 определяет геометрию спирального сверла с короткой длиной, включая такие размерные соотношения, как общая длина и длина флейты; это подтверждает описание DIN 338 как геометрии, предназначенной для сочетания жесткости и полезной глубины сверления. Роль доказательства: определение; тип источника: учреждение. Поддерживает: Стандарт DIN 338 предлагает оптимальный баланс между жесткостью и практической глубиной сверления. Примечание: Стандарт может документировать геометрию, но он не доказывает напрямую, что баланс является “оптимальным”, что является оценочным инженерным суждением. ↩
"Machining and Grinding of Ultrahigh-Strength Steels and Stainless ...", https://adsabs.harvard.edu/full/1968NASSP5084.....O. В справочниках по машиностроению и механической обработке обычно указывается, что геометрия сверла с раздвоенным острием 135° полезна для более твердых материалов, поскольку она улучшает центрирование и может уменьшить силу тяги по сравнению с обычными остриями. Роль доказательства: механизм; тип источника: образование. Поддерживает: Сверло с раздвоенным острием 135° используется для обработки твердых материалов, таких как нержавеющая сталь, поскольку оно самоцентрируется и снижает давление подачи. Примечание: Источник следует использовать для подтверждения механического обоснования и общего применения; он не может доказывать, что геометрия необходима для каждой операции сверления нержавеющей стали. ↩