







Detenga los tiempos de inactividad de la cadena de montaje con la broca DIN adecuada.
Como responsable de compras o ingeniero superior en el sector de la ferretería industrial, usted sabe que la elección de la broca adecuada no se limita al diámetro del orificio. Afecta directamente a la eficacia de la producción y a los costes de utillaje. En una compleja cadena de suministro global, no basta con saber qué son las "brocas". Debe dominar los matices de las normas DIN para asegurarse de que especifica las soluciones de corte más duraderas y adecuadas para entornos de mecanizado de alta carga. Esta guía descifra las cuatro normas básicas para ayudarle a asegurar el mejor retorno de la inversión en su próximo pedido a granel.
Somos fabricantes directos de brocas DIN estándar, produciendo DIN 338, DIN 1897, DIN 340 y DIN 345 en HSS, Cobalto y Carburo. Garantizamos el pleno cumplimiento de las tolerancias dimensionales y las especificaciones de los materiales para las líneas de producción industrial.

Sé que una especificación incorrecta de una herramienta puede parar una línea de producción y costar más. Por eso nos centramos en el estricto cumplimiento de las normas DIN y en una calidad constante en todos los lotes. Permítame explicarle las diferencias técnicas y cómo nuestra fabricación contribuye a su cadena de suministro.
Comprensión de las normas DIN en las operaciones de perforación industrial
En el taladrado industrial, las normas DIN no son sólo directrices dimensionales. Son el lenguaje universal que garantiza la intercambiabilidad y la coherencia de la calidad en todas las redes mundiales de fabricación.
Debe especificar la norma DIN correcta para garantizar la compatibilidad de la herramienta y un rendimiento predecible. Las normas DIN 338, 1897, 340 y 345 sirven cada una para un fin distinto en función de la profundidad del orificio, el material y el tipo de máquina.
Elegir la norma incorrecta significa arriesgarse a que se rompa la herramienta, a que la calidad del agujero sea deficiente o a que la máquina sufra daños. Le ayudamos a adaptar la geometría adecuada a sus necesidades de producción.
La importancia de una normalización estricta para las cadenas de suministro mundiales
Cumplimiento de las estrictas normas DIN:
- Compatibilidad absoluta: Vástagos y longitudes normalizados1 garantizan una integración perfecta con máquinas CNC y prensas de taladrado de todo el mundo.
- Vida útil predecible: Las geometrías de estrías reguladas y las especificaciones de tratamiento térmico proporcionan datos precisos para calcular los costes de producción unitarios.
- Errores de comunicación minimizados: Un único número DIN sustituye a los largos documentos de especificaciones, lo que reduce el riesgo de interpretaciones erróneas en la contratación transfronteriza.
Especificaciones de las herramientas HSS y calidades de material
El material dicta el rendimiento. Al evaluar las brocas DIN, valore estas calidades de HSS:
| Grado | Descripción | Mejor aplicación |
|---|---|---|
| HSS-R | Enrollado, económico | Acero estándar, trabajos estructurales generales |
| HSS-G | Totalmente rectificado, preciso | Fabricación de gama media-alta, líneas automatizadas |
| HSS-Co 5% (M35) | Aleación de cobalto, alta resistencia al calor | Acero inoxidable, aleaciones de alta resistencia |
| HSS-Co 8% (M42) | Dureza máxima en caliente | Materiales aeroespaciales, aleaciones de titanio |
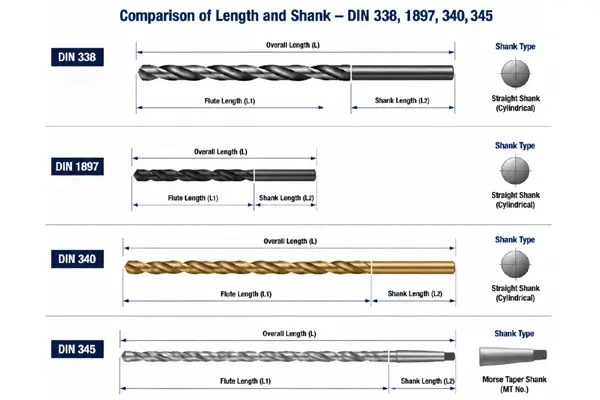
Principales diferencias técnicas entre las normas DIN 338, 1897, 340 y 345
Para entender cómo se comportan estas especificaciones en la fábrica, debemos comparar sus estructuras geométricas y sus capacidades físicas.
DIN 338: Las brocas estándar del sector
DIN 338 es el "todoterreno" universal para su inventario de herramientas.
- Geometría: La norma DIN 338 ofrece una equilibrio óptimo entre rigidez y profundidad de perforación práctica2.
- Aplicaciones: Ampliamente utilizado tanto en herramientas eléctricas portátiles como en taladradoras fijas para chapas metálicas de grosor medio.
- Asesoramiento en materia de contratación: Un artículo básico para el MRR. Dé prioridad a las calidades HSS-G para maximizar la versatilidad de la línea de producción.
DIN 1897: Puntas de longitud de muñón para mecanizado de alta rigidez
La norma DIN 1897 es esencial cuando se requiere una precisión posicional absoluta.
- Geometría: La longitud ultracorta del "stub" reduce la palanca y proporciona una resistencia excepcional a la flexión y la desviación.
- Aplicaciones: Ideal para tornos automáticos y centros de mecanizado CNC. Elimina eficazmente el "caminar" de la broca en el taladrado de agujeros poco profundos.
- Ventaja: Extremadamente estable a altas RPM, perfecto para operaciones de alta frecuencia como la fabricación de componentes de automoción.
DIN 340: Brocas de serie larga optimizadas para perforación profunda
Diseñada para proporcionar alcance en materiales multicapa o cavidades profundas.
- Geometría: Longitudes totales y de estría significativamente mayores en comparación con la DIN 338, utilizada normalmente para agujeros que superan cinco veces el diámetro de la broca.
- Nota de aplicación: Los canales alargados reducen la rigidez. Los operarios deben utilizar el taladro de pico para una correcta evacuación de la viruta.
- Enfoque en las adquisiciones: Dar prioridad a la alta tenacidad del material para evitar la rotura de la herramienta en la profundidad de la pieza.
DIN 345: Fresas de mango cónico morse para fabricación pesada
Diseñado para agujeros de gran diámetro y maquinaria pesada.
- Geometría: Incorpora un vástago con cono Morse (MT1 a MT6) que se conecta directamente al husillo de la máquina sin portabrocas, lo que permite una transmisión de par superior.
- Aplicaciones: Fabricación de maquinaria pesada, construcción naval e ingeniería estructural a gran escala.
- Métricas clave: Preste especial atención a la precisión del vástago y al tratamiento térmico uniforme para evitar quemaduras durante las aplicaciones de alto par y baja velocidad.
Tabla comparativa de parámetros del núcleo
| Característica | DIN 1897 | DIN 338 | DIN 340 | DIN 345 |
|---|---|---|---|---|
| Nombre común | Longitud del tubo | Longitud estándar | Serie larga | Mango cónico Morse |
| Longitud Categoría | Extra Corto | Estándar | Ampliado | Cinta grande |
| Rigidez | Máximo | Medio | Baja | Alta (debido al vástago) |
| Aplicación principal | Agujeros poco profundos, CNC | Fabricación general | Perforación profunda | Gran diámetro, alta resistencia |
| Tipo de mango | Recto | Recto | Recto | Cono Morse |
Selección de la broca DIN óptima para grandes volúmenes de producción
Su objetivo es equilibrar calidad, eficacia y coste. La geometría y el recubrimiento adecuados pueden prolongar drásticamente la vida útil de la herramienta y reducir el tiempo de inactividad de la línea.
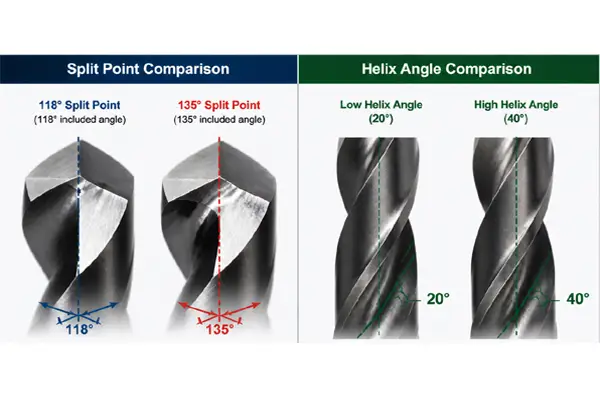
Debe adaptar el ángulo de la punta y el ángulo de la hélice al material de la pieza de trabajo. Una punta dividida a 135° reduce el desplazamiento en aceros duros, mientras que una espiral rápida despeja las virutas en materiales blandos como el aluminio.
Una correcta selección de la geometría protege su flujo de producción. Proporcionamos orientación técnica para que pueda realizar pedidos con confianza y minimizar el ensayo-error.
Adaptación de la geometría de la herramienta a materiales específicos de la pieza de trabajo
- Ángulo de punta:
- 118°: Adecuado para aceros estándar de uso general y fundición.
- 135° con Split Point3: Esencial para materiales duros como el acero inoxidable; proporciona autocentrado y reduce la presión de alimentación.
- Ángulo de hélice:
- Tipo N (estándar): Ideal para el mecanizado general.
- Tipo H (espiral lenta): Diseñado para materiales duros y quebradizos.
- Tipo W (espiral rápida): Diseñado para materiales blandos y pegajosos como el aluminio y el cobre para una rápida eliminación de virutas.
Maximizar la vida útil de las herramientas y minimizar los tiempos de inactividad de la línea de montaje
Los cambios frecuentes de herramienta merman la eficacia. Busque recubrimientos avanzados:
- TiN (nitruro de titanio): Aumenta la dureza de la superficie y reduce la fricción para el corte en general.
- TiAlN (nitruro de titanio y aluminio): Excepcional resistencia térmica, ideal para mecanizado en seco o aplicaciones de alta velocidad.
Control de calidad profesional: Los responsables de compras B2B deben prestar atención
Cuando audite una fábrica, verifique estos tres pilares del control de calidad:
- Pruebas de excentricidad radial: Garantice que los errores de concentricidad se mantienen dentro de tolerancias micrométricas en todos los lotes de producción.
- Uniformidad de la dureza: La distribución de la dureza desde la punta hasta el mango debe cumplir la norma DIN 1414, evitando mangos quebradizos o filos blandos.
- Acabado superficial: La rugosidad de los canales rectificados determina directamente la velocidad y la eficacia de evacuación de las virutas.
FAQ: Preguntas frecuentes para compradores B2B
1. ¿Por qué se prefiere la norma DIN 1897 a la DIN 338 para metales duros?
La DIN 1897 tiene un filo y una longitud total mucho más cortos, lo que se traduce en una mayor rigidez a la flexión. Al cortar materiales duros, la broca resiste la desviación y las vibraciones, lo que mejora la redondez del agujero y el acabado superficial.
2. ¿Cómo sé si necesito brocas de Cobalto (M35)?
Si procesa acero inoxidable 304 o 316, o materiales de más de 35 HRC, las brocas HSS estándar se desgastarán rápidamente. Se requiere una aleación de cobalto 5% (M35) para un funcionamiento sostenido.
3. ¿Se pueden utilizar brocas de cono morse DIN 345 con mandriles de garras estándar?
No se recomienda. Las brocas DIN 345 transmiten el par de apriete a través del ajuste por fricción del cono. Si su máquina sólo utiliza mandriles de garras rectas, pida en su lugar brocas de mango recto de gran diámetro.
4. ¿Sus brocas DIN cumplen la compatibilidad con la norma británica?
Sí. Las normas DIN se alinean con las métricas ISO equivalentes. Nuestro utillaje cumple los requisitos de adquisición de los sectores de fabricación del Reino Unido.
5. ¿Puedo combinar distintas normas DIN en un mismo pedido?
Sí. Podemos producir una mezcla de DIN 338, 1897, 340 y 345 en un solo pedido. Esto le ayuda a consolidar el inventario y reducir los gastos de envío.
6. ¿Cuál es su proceso de control de calidad de las brocas DIN?
Seguimos un proceso de control de calidad de varios pasos: pruebas de entrada de material, control CNC durante el proceso, comprobaciones de geometría con comparador óptico, pruebas de dureza y una auditoría final previa al envío.
Conclusión
Especificar la broca correcta según la norma DIN añade seguridad a su flujo de trabajo de producción. La DIN 1897 proporciona estabilidad, la DIN 338 versatilidad, la DIN 340 profundidad y la DIN 345 para la industria pesada. Colabore con un fabricante que ofrece precisión y uniformidad en cada pedido.
"DIN 338 - ¿Qué significa?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. Las normas dimensionales DIN/ISO para brocas helicoidales especifican parámetros como el diámetro, la longitud total, la longitud del filo y la forma del vástago, lo que respalda la afirmación de que las brocas que cumplen las normas están diseñadas para ser intercambiables con equipos compatibles. Función de la prueba: definición; tipo de fuente: institución. Argumentos: Los mangos y longitudes estandarizados ayudan a asegurar la compatibilidad con máquinas CNC y prensas de taladrado.. Nota de alcance: Esto apoya la compatibilidad dimensional en principio, pero no prueba el ajuste universal con todas las máquinas CNC o configuraciones de taladradoras en todo el mundo. ↩
"DIN 338 - ¿Qué significa?", https://www.hk-tools.com/news/din-338-what-does-it-mean/. La especificación DIN 338 define una geometría de broca helicoidal corta/longitud de la broca, incluyendo relaciones dimensionales como la longitud total y la longitud del filo; esto apoya la descripción de DIN 338 como una geometría destinada a combinar rigidez con profundidad de perforación utilizable. Función de la prueba: definición; tipo de fuente: institución. Apoyos: La norma DIN 338 ofrece un equilibrio óptimo entre rigidez y profundidad de perforación práctica.. Nota de alcance: La norma puede documentar la geometría, pero no prueba directamente que el equilibrio sea “óptimo”, que es un juicio evaluativo de ingeniería. ↩
"Machining and Grinding of Ultrahigh-Strength Steels and Stainless ...", https://adsabs.harvard.edu/full/1968NASSP5084.....O. Las referencias de ingeniería y mecanizado suelen identificar la geometría de broca de punta partida de 135° como útil para materiales de trabajo más duros porque mejora el centrado y puede reducir la fuerza de empuje en comparación con las puntas convencionales. Papel de la evidencia: mecanismo; tipo de fuente: educación. Apoyos: Una broca de punta partida a 135º se utiliza para materiales duros como el acero inoxidable porque se auto-centra y reduce la presión de avance.. Nota de alcance: La fuente debe utilizarse para apoyar el razonamiento mecánico y la aplicación común; puede que no demuestre que la geometría es esencial para todas las operaciones de taladrado de acero inoxidable. ↩